Крепёжные штифты: виды, специфика и особенности применения

Крепёжные штифты: виды, специфика и особенности применения
Всё о крепеже • Машиностроение и точная механика
Штифт — один из самых древних крепёжных элементов. Ещё до появления болтов и гаек детали машин соединяли коническими и цилиндрическими штифтами. Сегодня штифты остаются незаменимы там, где резьбовые соединения не справляются: в задачах точного позиционирования (точность до 2 мкм), передачи крутящего момента без болтов, фиксации деталей в условиях вибрации.
В этой статье — классификация 12 видов штифтов по стандартам DIN и ISO, таблица полей допусков и посадок (от h6 до m6 и конуса 1:50), карта применения по отраслям, сравнение материалов и 6 ошибок монтажа, которые встречаются даже у опытных конструкторов и технологов.
Три функции штифта: позиционирование, фиксация, передача нагрузки
1. Точное позиционирование деталей
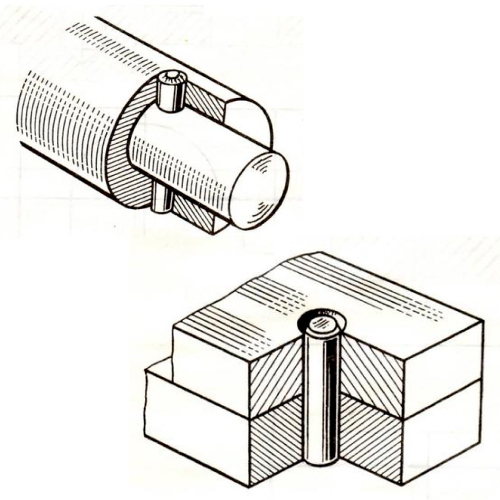
Когда две детали нужно совместить с точностью ≤0.01 мм (штампы, пресс-формы, приспособления), болты с зазором в отверстии не работают — они не обеспечивают точность. Закалённый цилиндрический штифт DIN 6325 с допуском m6 и шлифованной поверхностью Ra≤0.4 мкм при посадке в развёрнутое отверстие H7 обеспечивает повторяемость позиционирования в 1–3 мкм.
2. Фиксация соединения против поворота и сдвига
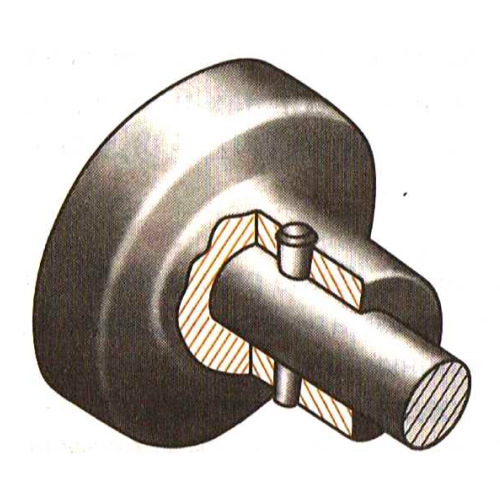
Резьбовые соединения хорошо работают на растяжение. Против поперечного сдвига и кручения — значительно хуже. Конический штифт DIN 1 на валу зубчатого колеса передаёт крутящий момент надёжнее шпоночного соединения при многократных реверсах и обеспечивает самоторможение при нагрузке (конусность 1:50 в пределах самоторможения).
3. Поглощение вибрационных нагрузок
Пружинный штифт DIN 1481 (разрезной) или DIN 7343 (спиральный) работает принципиально иначе: он устанавливается с упругим натягом. При вибрации штифт амортизирует микродвижения, не позволяя соединению расслабиться — именно это делает его стандартом для машиностроения с динамическими нагрузками.
Виды штифтов: классификация по DIN и ISO (12 типов)
|
Тип штифта |
Стандарт |
Диаметр / длина |
Допуск |
Назначение и особенности |
|
Цилиндрический незакалённый |
DIN 7 / ISO 2338 |
Ø 0.6–50 мм; L 4–200 мм |
h8 |
Позиционирование, фиксация при сборке; посадка по допуску |
|
Цилиндрический закалённый |
DIN 6325 / ISO 8734 |
Ø 1–25 мм; L 4–160 мм |
m6 |
Точное позиционирование штампов, пресс-форм; Ra≤0.4 мкм |
|
Конический незакалённый |
DIN 1 / ISO 2339 |
Ø 1–50 мм; L 8–200 мм |
Конусность 1:50 |
Самотормозящий; легко демонтируется; передаёт крутящий момент |
|
Конический с резьбовой цапфой |
DIN 258 / ISO 8737 |
Ø 5–50 мм |
Конусность 1:50 |
Вытягивается гайкой при демонтаже; для глухих отверстий |
|
Пружинный разрезной |
DIN 1481 / ISO 8752 |
Ø 0.8–20 мм; L 4–100 мм |
Натяг |
Поглощает вибрацию; не требует точного отверстия; лёгкая сборка |
|
Пружинный спиральный |
DIN 7343 / ISO 8750 |
Ø 1.5–16 мм; L 8–100 мм |
Натяг |
Выше усталостная прочность vs DIN 1481; равномерное распределение напряжений |
|
Пружинный спиральный усиленный |
DIN 7344 / ISO 8751 |
Ø 1.5–16 мм; L 8–100 мм |
Натяг |
Для тяжёлых нагрузок; толще стенка vs DIN 7343 |
|
Цилиндрический с насечкой (по всей длине) |
DIN 1473 / ISO 8742 |
Ø 1–20 мм; L 4–120 мм |
Натяг |
Без точного отверстия; насечки обеспечивают натяг при запрессовке |
|
Конический с насечкой |
DIN 1471 / ISO 8745 |
Ø 1.6–20 мм; L 12–80 мм |
Конус + натяг |
Сочетание конусного самоторможения и насечкового натяга |
|
Цилиндрический с внутренней резьбой |
DIN 7979D / ISO 8733 |
Ø 3–25 мм; L 10–100 мм |
m6 |
Для глухих отверстий; вытягивается болтом; точное позиционирование |
|
Цилиндрический с головкой и отверстием под шплинт |
DIN 1444 / ISO 2340 |
Ø 3–50 мм |
h11 |
Оси, соединения вилок; шплинт обеспечивает осевую фиксацию |
|
Трубчатый полый |
DIN 7 (полый) / ISO 8739 |
Ø 1.5–20 мм |
h8 |
Приборостроение, электротехника; прокладка коммуникаций внутри |
Цилиндрический

Конический штифт

Штифт с насечками

Пружинный штифт

Допуски и посадки: ключ к правильному выбору
Правильный выбор поля допуска штифта — не менее важный шаг, чем выбор типа. Неправильный допуск приводит либо к тому, что штифт выпадает, либо к тому, что его невозможно извлечь без разрушения детали.
|
Допуск |
Отклонение Ø6 |
Тип посадки |
Стандарт |
Применение |
|
h6 |
0 / −8 мкм (Ø6) |
Скользящая |
DIN 7 (незакалённый) |
Лёгкое перемещение; для штифтов, извлекаемых при каждой разборке |
|
h8 |
0 / −18 мкм (Ø6) |
Скользящая сниж. точн. |
DIN 7, DIN 1444 (с головкой) |
Направляющая (ось); поступательное перемещение или редкая разборка |
|
m6 |
+4 / +12 мкм (Ø6) |
Прессовая с небольшим натягом |
DIN 6325 (закалённый) |
Точное неподвижное позиционирование; не извлекается вручную |
|
k6 |
+2 / +10 мкм (Ø6) |
Переходная |
DIN 6325 (вариант) |
Меньший натяг чем m6; монтаж прессом или ударом |
|
1:50 (конус) |
Самоторможение |
Конусная |
DIN 1, DIN 258 |
Самоклинует при нажатии; извлекается лёгким ударом с обратной стороны |
|
Натяг (пружинный) |
Упругий |
Пружинная |
DIN 1481, DIN 7343 |
Штифт меньше отверстия, но пружина разжимается → натяг; без точного отверстия |
|
h11 |
0 / −75 мкм (Ø10) |
Свободная скользящая |
DIN 1444, осевые штифты |
Грубая посадка; осевое удержание только шплинтом или стопорным кольцом |
|
💡 Как подготовить отверстие под точный штифт Последовательность для DIN 6325 (m6) в сборке из двух деталей: 1) Зафиксировать детали в нужном положении (струбцины, тиски). 2) Просверлить сквозное отверстие — диаметром на 0.5–1 мм меньше номинала. 3) Развернуть развёрткой до H7 — это основная операция, определяющая точность. 4) Запрессовать штифт молотком или прессом. Скользящей посадкой h8/H7: штифт входит рукой или лёгким молотком. Посадкой m6/H7: требуется пресс или сильный удар. |
Материалы и покрытия штифтов
|
Материал |
Прочность/тверд. |
Стандарт DIN |
Покрытие |
Применение |
|
Сталь Ст45 / 40Х (незакалённая) |
620–800 МПа |
DIN 7, DIN 1 |
Без покрытия или цинк |
Общее назначение; DIN 7, DIN 1; при необходимости — оцинкованный |
|
Сталь 60С2 (закалённая, пружинная) |
HRC 47–55 |
DIN 1481, DIN 7343 |
Без покрытия |
Пружинные штифты; высокая упругость; не закаливать дополнительно |
|
Цементованная сталь 20Х (DIN 6325) |
HRC 60–64 (поверхн.) |
DIN 6325 |
Без покрытия |
Твёрдая поверхность + вязкая сердцевина; идеально для штампов |
|
Нержавеющая A1 (AISI 303) |
500–700 МПа |
DIN 7, DIN 7343 |
Без покрытия |
Обрабатываемая нерж.; приборостроение; хуже коррозионная стойкость vs A2 |
|
Нержавеющая A2 (AISI 304) |
700 МПа |
DIN 7, DIN 6325 |
Без покрытия |
Пищевое и медицинское оборудование; влага; стандарт для большинства |
|
Нержавеющая A4 (AISI 316) |
800 МПа |
DIN 7, DIN 6325 |
Без покрытия |
Морская среда, химия, хлоридная среда |
|
Алюминий |
До 300 МПа |
Специзготовление |
Анодирование |
Авиация, лёгкие конструкции; ниже прочность — только ненагруженные узлы |
|
📌 Цилиндрический vs конический: принципиальное отличие Цилиндрический штифт фиксируется силой трения при посадке с натягом — при повторных сборках/разборках натяг снижается, отверстие разрабатывается. Конический штифт (конусность 1:50) самоклинует при забивке и не требует натяга в отверстии — его можно снимать и устанавливать многократно без потери точности и усилия удержания. Это главное практическое преимущество конических штифтов при многократном обслуживании. |
Применение по отраслям: какой штифт для какого узла
|
Отрасль |
Узел |
Рекомендованный штифт |
Критическое требование |
|
Штамповое и литейное производство |
Позиционирование форм, матриц |
DIN 6325 (закалённый, m6) |
Точность ≤2 мкм; Ra≤0.4; закалённые отверстия; регулярная проверка на износ |
|
Сборочные приспособления и кондукторы |
Базирование деталей при сверлении |
DIN 7 (h6 или h8) |
Легко извлекаются для смены деталей; возможна нержавейка A2 для пищевых производств |
|
Редукторы, валы, муфты |
Фиксация зубчатого колеса на валу |
DIN 1 (конический, 1:50) |
Самотормозящий конус удерживает деталь при знакопеременной нагрузке |
|
Двигатели внутреннего сгорания |
Оси коромысел, поршневые пальцы |
DIN 1444 + шплинт |
Осевая фиксация обязательна; материал — цементованная сталь или 40Х |
|
Приборостроение, электроника |
Позиционирование плат, корпусов |
DIN 7343 (пружинный) |
Не требует точного отверстия; поглощает вибрацию; нержавейка A1 для микроэлектроники |
|
Строительная и подъёмная техника |
Соединение тяг, вилок, шарниров |
DIN 1444 + шплинт или DIN 11024 |
Динамическая нагрузка; горячий цинк или A2; регулярная проверка |
|
Пищевое и медицинское оборудование |
Разъёмные соединения, позиционирование |
DIN 7 или DIN 6325 нерж. A2/A4 |
Только нержавейка; поверхность Ra≤1.6 для лёгкой очистки |
|
Инструментальное производство (пресс-формы) |
Фиксация вставок и плит |
DIN 6325 закал. + DIN 7979D (с резьбой) |
DIN 7979D — для глухих отверстий с извлечением болтом |
6 ошибок при выборе и монтаже штифтов
|
Ошибка |
Последствие |
Решение |
|
Забивка закалённого штифта DIN 6325 в незакалённое отверстие |
Отклонение отверстия больше штифта → штифт не фиксируется (или разрушает поверхность при перекосе); позиционирование не достигается |
Отверстие под DIN 6325 сверлить, затем развернуть под допуск H7/m6; материал детали — закалённая сталь или HRC≥30 для ответственных узлов |
|
Применение цилиндрического штифта DIN 7 без посадки (свободно в отверстии) |
Штифт не удерживается и выпадает при вибрации или вертикальном монтаже; позиционирование теряется |
Выбрать правильное поле допуска: m6 (неподвижное), h8 (направляющая с посадкой), h11 только с осевой фиксацией шплинтом |
|
Конический штифт в сквозном отверстии без ударной поверхности для демонтажа |
Штифт невозможно извлечь без разрушения детали; часто встречается при ремонте редукторов |
Для глухих отверстий — только конический с цапфой DIN 258 (вытягивается гайкой); или предусмотреть технологическое отверстие для выбивки |
|
Пружинный штифт DIN 1481 в статичном точном позиционировании |
Пружинный штифт допускает микроперемещения (±0.05–0.1 мм) — не обеспечивает точного базирования |
Для точного позиционирования (допуск ≤±0.01 мм) — только DIN 6325 (закалённый, m6) или DIN 1 (конический) |
|
Выбивать конический штифт в неправильном направлении |
Забивка конического штифта в сторону большего диаметра клинит его ещё сильнее; деталь повреждается |
Конический штифт выбивают всегда со стороны меньшего диаметра (тонкого конца) в направлении большего |
|
Оцинкованный штифт в пищевом оборудовании |
Цинк слезает при очистке → контаминация продукта; коррозия без защиты при влажных условиях |
Только нержавеющий штифт A2 (AISI 304) или A4 (AISI 316) для пищевого и медицинского оборудования; Ra≤1.6 мкм поверхности |
|
✅ Алгоритм выбора штифта за 4 вопроса 1. Нужна точность позиционирования ≤0.01 мм? → DIN 6325 (закалённый, m6). 2. Частая разборка без потери посадки? → DIN 1 (конический, 1:50). 3. Вибрация или нет точного отверстия? → DIN 1481 или DIN 7343 (пружинный). 4. Глухое отверстие без ударной поверхности? → DIN 258 (с цапфой) или DIN 7979D (с внутренней резьбой). Материал: сухое помещение → сталь без покрытия; влага → нержавейка A2; пищевое/медицинское → только A2/A4. |