Кріпильні штифти: види, специфіка та особливості застосування

Кріпежні штифти: види, специфіка та особливості застосування
Все про кріпеж • Машинобудування та точна механіка
Штифт — один із найдавніших кріпежних елементів. Ще до появи болтів і гайок деталі машин з'єднували конічними та циліндричними штифтами. Сьогодні штифти залишаються незамінними там, де різьбові з'єднання не справляються: у задачах точного позиціонування (точність до 2 мкм), передачі крутного моменту без болтів, фіксації деталей в умовах вібрації.
У цій статті — класифікація 12 видів штифтів за стандартами DIN та ISO, таблиця полів допусків і посадок (від h6 до m6 і конуса 1:50), карта застосування за галузями, порівняння матеріалів та 6 помилок монтажу, що зустрічаються навіть у досвідчених конструкторів і технологів.
Три функції штифта: позиціонування, фіксація, передача навантаження
1. Точне позиціонування деталей
Коли дві деталі потрібно суміщати з точністю ≤0.01 мм (штампи, прес-форми, пристосування), болти із зазором у отворі не працюють — вони не забезпечують точність. Загартований циліндричний штифт DIN 6325 з допуском m6 та шліфованою поверхнею Ra≤0.4 мкм при посадці в розгорнутий отвір H7 забезпечує повторюваність позиціонування 1–3 мкм.
2. Фіксація з'єднання проти повороту та зсуву
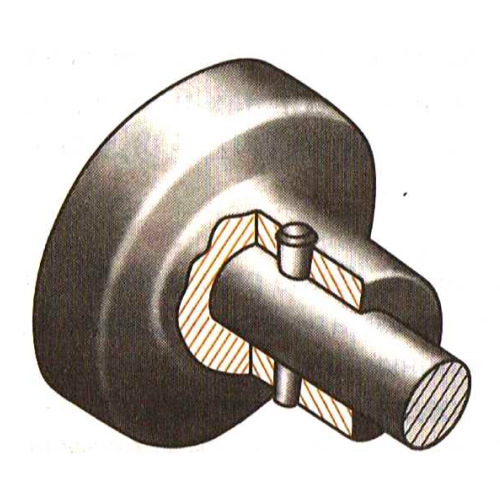
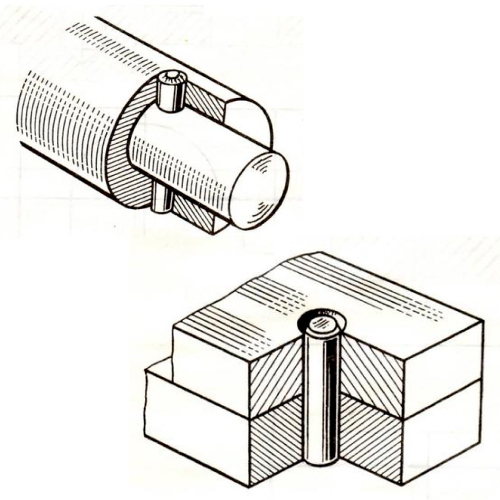
Різьбові з'єднання добре працюють на розтяг. Проти поперечного зсуву та кручення — значно гірше. Конічний штифт DIN 1 на валу зубчастого колеса передає крутний момент надійніше шпонкового з'єднання при багаторазових реверсах і забезпечує самогальмування при навантаженні (конусність 1:50 у межах самогальмування).
3. Поглинання вібраційних навантажень
Пружинний штифт DIN 1481 (розрізний) або DIN 7343 (спіральний) працює принципово інакше: він встановлюється з пружним натягом. При вібрації штифт амортизує мікрорухи, не даючи з'єднанню розслабитися — саме це робить його стандартом для машинобудування з динамічними навантаженнями.
Види штифтів: класифікація за DIN та ISO (12 типів)
|
Тип штифта |
Стандарт |
Діаметр / довжина |
Допуск |
Призначення та особливості |
|
Циліндричний незагартований |
DIN 7 / ISO 2338 |
Ø 0.6–50 мм; L 4–200 мм |
h8 |
Позиціонування, фіксація при зборці; посадка за допуском |
|
Циліндричний загартований |
DIN 6325 / ISO 8734 |
Ø 1–25 мм; L 4–160 мм |
m6 |
Точне позиціонування штампів, прес-форм; Ra≤0.4 мкм |
|
Конічний незагартований |
DIN 1 / ISO 2339 |
Ø 1–50 мм; L 8–200 мм |
Конусність 1:50 |
Самогальмуючий; легко демонтується; передає крутний момент |
|
Конічний з різьбовою цапфою |
DIN 258 / ISO 8737 |
Ø 5–50 мм |
Конусність 1:50 |
Витягується гайкою при демонтажі; для глухих отворів |
|
Пружинний розрізний |
DIN 1481 / ISO 8752 |
Ø 0.8–20 мм; L 4–100 мм |
Натяг |
Поглинає вібрацію; не потребує точного отвору; легка зборка |
|
Пружинний спіральний |
DIN 7343 / ISO 8750 |
Ø 1.5–16 мм; L 8–100 мм |
Натяг |
Вища втомна міцність vs DIN 1481; рівномірний розподіл напружень |
|
Пружинний спіральний посилений |
DIN 7344 / ISO 8751 |
Ø 1.5–16 мм; L 8–100 мм |
Натяг |
Для важких навантажень; товстіша стінка vs DIN 7343 |
|
Циліндричний з насічкою (по всій довжині) |
DIN 1473 / ISO 8742 |
Ø 1–20 мм; L 4–120 мм |
Натяг |
Без точного отвору; насічки забезпечують натяг при запресовуванні |
|
Конічний з насічкою |
DIN 1471 / ISO 8745 |
Ø 1.6–20 мм; L 12–80 мм |
Конус + натяг |
Поєднання конусного самогальмування і насічкового натягу |
|
Циліндричний з внутрішньою різьбою |
DIN 7979D / ISO 8733 |
Ø 3–25 мм; L 10–100 мм |
m6 |
Для сліпих отворів; витягується болтом; точне позиціонування |
|
Циліндричний з головкою і отвором під шплінт |
DIN 1444 / ISO 2340 |
Ø 3–50 мм |
h11 |
Осі, з'єднання вилок; шплінт забезпечує аксіальну фіксацію |
|
Трубчастий порожнистий |
DIN 7 (порожн.) / ISO 8739 |
Ø 1.5–20 мм |
h8 |
Приладобудування, електротехніка; прокладання комунікацій всередині |
Циліндричний штифт

Конічний штифт

Штифт з насічками

Пружинний штифт

Допуски та посадки: ключ до правильного вибору
Правильний вибір поля допуску штифта — не менш важливий крок, ніж вибір типу. Неправильний допуск призводить або до того, що штифт випадає, або до того, що його неможливо витягти без руйнування деталі.
|
Допуск |
Відхилення Ø6 |
Тип посадки |
Стандарт |
Застосування |
|
h6 |
0 / −8 мкм (Ø6) |
Ковзна |
DIN 7 (незагартований) |
Легке переміщення; для штифтів що витягуються при кожному розбиранні |
|
h8 |
0 / −18 мкм (Ø6) |
Ковзна знижена точність |
DIN 7, DIN 1444 (з головкою) |
Напрямна (вісь); поступальне переміщення або рідке розбирання |
|
m6 |
+4 / +12 мкм (Ø6) |
Пресова з невеликим натягом |
DIN 6325 (загартований) |
Точне нерухоме позиціонування; не витягується вручну |
|
k6 |
+2 / +10 мкм (Ø6) |
Перехідна |
DIN 6325 (варіант) |
Менший натяг ніж m6; можливий монтаж прес-посадкою з ударом |
|
1:50 (конус) |
Самогальмування |
Конусна |
DIN 1, DIN 258 |
Самоклинує при натисканні; витягується легким ударом у протилежний бік |
|
Натяг (пружинний) |
Пружний |
Пружинна |
DIN 1481, DIN 7343 |
Штифт менший за отвір, але пружина розтискається → натяг; без точного отвору |
|
h11 |
0 / −75 мкм (Ø10) |
Вільна ковзна |
DIN 1444, осьові штифти |
Груба посадка; аксіальне утримання тільки шплінтом або стопорним кільцем |
|
💡 Як підготувати отвір під точний штифт Послідовність для DIN 6325 (m6) у збірці з двох деталей: 1) Зафіксувати деталі у потрібному положенні (струбцини, лещата). 2) Просвердлити наскрізний отвір — діаметром на 0.5–1 мм менше номіналу. 3) Розгорнути розгорткою до H7 — це основна операція, що визначає точність. 4) Запресувати штифт молотком або пресом. Ковзною посадкою h8/H7: штифт входить рукою або легким молотком. Посадкою m6/H7: потрібен прес або сильний удар. |
Матеріали та покриття штифтів
|
Матеріал |
Міцність/тверд. |
Стандарт DIN |
Покриття |
Застосування |
|
Сталь Ст45 / 40Х (незагартований) |
620–800 МПа |
DIN 7, DIN 1 |
Без покриття або цинк |
Загального призначення; DIN 7, DIN 1; при необхідності — оцинкований |
|
Сталь 60С2 (загартована, пружинна) |
HRC 47–55 |
DIN 1481, DIN 7343 |
Без покриття |
Пружинні штифти; висока пружність; не загартовувати додатково |
|
Цементована сталь 20Х (DIN 6325) |
HRC 60–64 (поверхня) |
DIN 6325 |
Без покриття |
Тверда поверхня + в'язка серцевина; ідеально для штампів |
|
Нержавіюча A1 (AISI 303) |
500–700 МПа |
DIN 7, DIN 7343 |
Без покриття |
Оброблювана нерж.; приладобудування; гірша корозійна стійкість vs A2 |
|
Нержавіюча A2 (AISI 304) |
700 МПа |
DIN 7, DIN 6325 |
Без покриття |
Харчове і медичне обладнання; волога; стандарт для більшості застосувань |
|
Нержавіюча A4 (AISI 316) |
800 МПа |
DIN 7, DIN 6325 |
Без покриття |
Морське середовище, хімія, хлоридне середовище |
|
Алюміній |
До 300 МПа |
Спецвиготовлення |
Анодування |
Авіація, легкі конструкції; нижча міцність — тільки ненавантажені вузли |
|
📌 Циліндричний vs конічний: принципова відмінність Циліндричний штифт фіксується силою тертя при посадці з натягом — при повторних зборках/розборках натяг знижується, отвір розроблюється. Конічний штифт (конусність 1:50) самоклинює при забиванні і не вимагає натягу в отворі — його можна знімати і встановлювати багаторазово без втрати точності та зусилля утримання. Це головна практична перевага конічних штифтів при багаторазовому обслуговуванні. |
Застосування за галузями: який штифт для якого вузла
|
Галузь |
Вузол |
Рекомендований штифт |
Критична вимога |
|
Штампове та ливарне виробництво |
Позиціонування форм, матриць |
DIN 6325 (загартований, m6) |
Точність ≤2 мкм; Ra≤0.4; загартовані отвори; регулярна перевірка на знос |
|
Складальні пристрої та кондуктори |
Базування деталей при свердлінні |
DIN 7 (h6 або h8) |
Легко витягуються для зміни деталей; можлива нержавійка A2 для харчових виробництв |
|
Редуктори, вали, муфти |
Фіксація зубчастого колеса на валу |
DIN 1 (конічний, 1:50) |
Самогальмуючий конус утримує деталь при знакозмінному навантаженні |
|
Двигуни внутрішнього згоряння |
Осі коромисел, поршневі пальці |
DIN 1444 + шплінт |
Аксіальна фіксація обов'язкова; матеріал — цементована сталь або 40Х |
|
Приладобудування, електроніка |
Позиціонування плат, корпусів |
DIN 7343 (пружинний) |
Не потребує точного отвору; поглинає вібрацію; нержавійка A1 для мікроелектроніки |
|
Будівельна та підйомна техніка |
З'єднання тяг, вилок, шарнірів |
DIN 1444 + шплінт або DIN 11024 |
Динамічне навантаження; гарячий цинк або A2; регулярна перевірка |
|
Харчове та медичне обладнання |
Роз'ємні з'єднання, позиціонування |
DIN 7 або DIN 6325 нерж. A2/A4 |
Тільки нержавійка; поверхня Ra≤1.6 для легкого чищення |
|
Інструментальне виробництво (прес-форми) |
Фіксація вставок і плит |
DIN 6325 загарт. + DIN 7979D (з різьбою) |
DIN 7979D — для глухих отворів з витяганням болтом |
6 помилок при виборі та монтажі штифтів
|
Помилка |
Наслідок |
Рішення |
|
Забивання загартованого штифта DIN 6325 у незагартований отвір |
Відхилення отвору більший за штифт → штифт не фіксується (або руйнує поверхню при перекосі); позиціонування не досягається |
Отвір під DIN 6325 свердлити, потім розвертати під допуск H7/m6; матеріал деталі — загартована сталь або HRC≥30 для відповідальних вузлів |
|
Застосування цилиндричного штифта DIN 7 без посадки (вільно у отворі) |
Штифт не утримується і випадає при вібрації або вертикальному монтажі; позиціонування втрачається |
Вибрати правильне поле допуску: m6 (нерухоме), h8 (напрямна з посадкою), h11 тільки з аксіальною фіксацією шплінтом |
|
Конічний штифт у наскрізному отворі без ударної поверхні для демонтажу |
Штифт неможливо витягти без руйнування деталі; часто зазнають такого при ремонті редукторів |
Для глухих отворів — тільки конічний з цапфою DIN 258 (витягується гайкою); або передбачити технологічний отвір для вибивання |
|
Пружинний штифт DIN 1481 у статичному точному позиціонуванні |
Пружинний штифт допускає мікропереміщення (±0.05–0.1 мм) — не забезпечує точного базування |
Для точного позиціонування (допуск ≤±0.01 мм) — тільки DIN 6325 (загартований, m6) або DIN 1 (конічний) |
|
Не вибивати конічний штифт у правильному напрямку |
Забивання конічного штифта в сторону більшого діаметра клинує його ще сильніше; деталь пошкоджується |
Конічний штифт вибивають завжди з боку меншого діаметра (тонкого кінця) у напрямку більшого |
|
Оцинкований штифт у харчовому обладнанні |
Цинк відшаровується при очищенні → контамінація продукту; корозія без захисту при вологих умовах |
Тільки нержавіючий штифт A2 (AISI 304) або A4 (AISI 316) для харчового і медичного обладнання; Ra≤1.6 мкм поверхні |
|
✅ Алгоритм вибору штифта за 4 питання 1. Потрібна точність позиціонування ≤0.01 мм? → DIN 6325 (загартований, m6). 2. Часте розбирання без втрати посадки? → DIN 1 (конічний, 1:50). 3. Вібрація або немає точного отвору? → DIN 1481 або DIN 7343 (пружинний). 4. Глухий отвір без ударної поверхні? → DIN 258 (з цапфою) або DIN 7979D (з внутрішньою різьбою). Матеріал: суха кімната → сталь без покриття; волога → нержавійка A2; харчове/медичне → тільки A2/A4. |