Когда использовать шпильки вместо болтов ?

Когда использовать шпильки вместо болтов
Всё о крепеже • Руководство специалиста
Болт и шпилька решают одну задачу — соединить детали. Но механика соединения принципиально различается, и в половине случаев неправильный выбор между ними приводит к преждевременному износу резьбы корпуса, ненужным переборкам или аварийным отказам.
В этой статье — конкретные инженерные критерии выбора, сравнительная таблица по 11 параметрам, классификация стандартов шпилек DIN и ГОСТ, таблица глубины ввинчивания по материалу корпуса и 5 монтажных ошибок, которые дорого обходятся.
Конструктивное отличие: болт vs шпилька
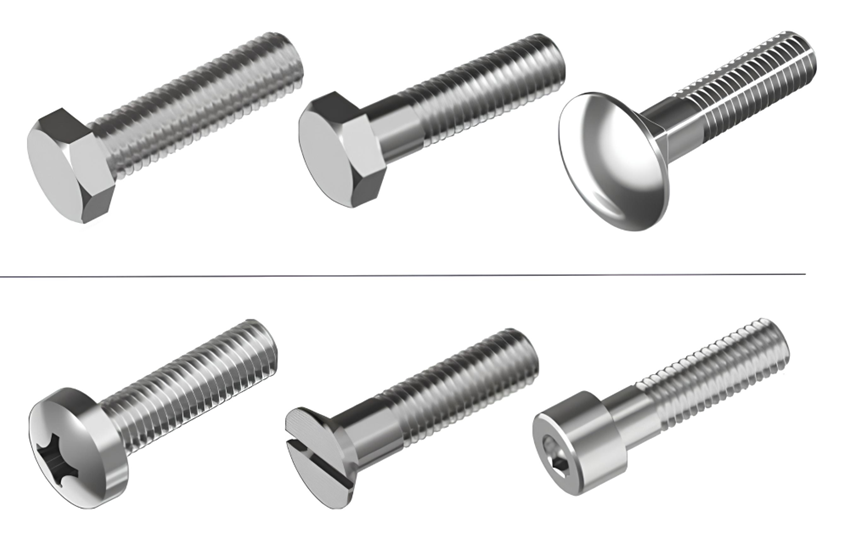
Болт
Стержень с головкой на одном конце и резьбой на другом (полной — DIN 933, или частичной — DIN 931). Затяжка происходит вращением головки; усилие затяжки создаётся трением как под головкой, так и в резьбе. Для установки требуется либо сквозное отверстие в обеих деталях (с гайкой), либо резьбовое отверстие в одной из деталей.
Шпилька
Цилиндрический стержень без головки с резьбой на обоих концах. Ввинчиваемый конец (посадочный) постоянно зафиксирован в корпусе — его длина зависит от материала корпуса и стандарта (1d, 1.25d или 2d). Гаечный конец выступает наружу и принимает гайку, которую заменяют при разборке, не затрагивая резьбу корпуса.
Ключевое инженерное следствие: при разборке соединения износу подвергается гайка, а не резьба в дорогом корпусе. Это принципиальное преимущество в узлах с частым обслуживанием.
Сравнительная таблица: болт vs шпилька (11 параметров)
|
Параметр |
Болт |
Шпилька |
|
Конструкция |
Стержень с головкой и резьбой на одном конце |
Стержень без головки, резьба на обоих концах |
|
Головка / захват |
Шестигранная / круглая / цилиндрическая головка |
Нет головки — затяжка гайками с двух сторон |
|
Монтаж |
Вворачивается или проходит сквозь сквозное отверстие |
Одним концом вворачивается в корпус, другим — гайка |
|
Сквозное отверстие |
Обязательное в обеих деталях (или резьбовое в одной) |
Не нужно — достаточно глухого резьбового отверстия |
|
Место под головку |
Необходимо — выступ над поверхностью |
Не нужно — поверхность остаётся ровной |
|
Частота разборки |
До ~20–50 циклов без износа резьбы корпуса |
Изнашивается гайка на шпильке, корпус защищён |
|
Точность позиционирования |
Снимается вместе с деталью |
Остаётся в корпусе как направляющая при монтаже |
|
Масса конструкции |
Больше — головка + стержень |
Меньше на 10–15% за счёт отсутствия головки |
|
Типовые DIN/ГОСТ |
DIN 931, DIN 933, ISO 4014, ISO 4017 |
DIN 938, DIN 939, DIN 975, DIN 976, ГОСТ 22032–22040 |
|
Классы прочности |
4.6 — 12.9, A2, A4 |
4.6 — 12.9, A2, A4 |
|
Типичные применения |
Общее машиностроение, металлоконструкции |
Двигатели, фланцы, компрессоры, нефтегаз, частая разборка |
7 ситуаций, когда шпилька лучше болта

1. Частая разборка узла
Каждый раз, когда болт вворачивается в корпус и выворачивается, резьба в корпусе изнашивается. После 15–20 циклов резьба в алюминиевом картере или чугунном блоке начинает «брать»— момент затяжки не достигается. Шпилька остаётся в корпусе постоянно; меняется только гайка.
2. Глухое отверстие в массивном корпусе
Когда одна деталь слишком толстая и делать сквозное отверстие конструктивно невозможно или нежелательно (потеря жёсткости, попадание масла, воды), шпилька ввинчивается в глухое резьбовое гнездо. Болт в такой ситуации неприменим — ему некуда выйти с обратной стороны.
3. Нет места для головки болта
В стеснённых пространствах (газовые клапаны, крышки компрессоров, насосные фланцы) отсутствует зазор для ключа над головкой болта. Шпилька занимает только диаметр резьбы и позволяет затягивать гайку там, где есть хоть минимальный доступ.
4. Фланцевые соединения под давлением
Трубопроводные фланцы, крышки реакторов, корпуса насосов — классическая область применения шпилек. Шпилька одновременно служит направляющей при совмещении фланцев и обеспечивает равномерный предварительный натяг по всему периметру.
5. Высокотемпературные соединения
При тепловых циклах (нагрев/охлаждение) болт с головкой испытывает дополнительные напряжения у основания головки — концентратор. Шпилька работает как чистый растянутый стержень без концентраторов, что увеличивает усталостный ресурс при циклических температурных нагрузках.
6. Снижение массы конструкции
В авиационной и аэрокосмической технике, легковых автомобилях и мотоциклах каждый грамм имеет значение. Шпилька без головки легче болта того же диаметра и длины на 10–15%. При большом количестве точек крепления экономия ощутима.
7. Точное позиционирование крышек и фланцев
Шпильки, постоянно зафиксированные в корпусе, служат направляющими при надевании крышки. Без шпилек нужно удерживать тяжёлую крышку на весу и одновременно совмещать отверстия — трудоёмко и опасно при больших сборках.
|
💡 Правило выбора одной фразой Если соединение разбирают больше 10–15 раз за срок службы — шпилька. Если деталь одноразовая или разборка редкая — болт. Если корпус из мягкого металла (алюминий, магний) — шпилька, даже при редкой разборке. |
Виды шпилек и стандарты DIN/ГОСТ
Выбор стандарта шпильки определяется материалом корпуса и условиями работы. Главный параметр — длина ввинчиваемого конца, которая выражается в диаметрах резьбы (d):
- DIN 938 / ГОСТ 22032: ввинчиваемый конец 1d — для стальных и чугунных корпусов высокой прочности
- DIN 939 / ГОСТ 22034: ввинчиваемый конец 1.25d — для корпусов средней прочности, алюминиевых сплавов
- DIN 835: ввинчиваемый конец 2d — для мягких металлов: чугун, алюминий, медные сплавы
- DIN 975 / DIN 976: полная резьба по всей длине — для подвесных конструкций, наращивания, вентиляции
|
Стандарт |
Ввинч. конец |
Диаметры |
Длины |
Применение |
|
DIN 938 |
≈ 1d |
М3–М52 |
12–200 мм |
Общее машиностроение; сталь, ввинчиваемый конец = 1 диаметр |
|
DIN 939 |
≈ 1.25d |
М4–М24 |
12–400 мм |
Повышенная прочность ввинчивания; конец 1.25d для мягких материалов |
|
DIN 835 |
≈ 2d |
М3–М48 |
12–300 мм |
Тяжёлое машиностроение; 2d-конец для чугуна и цветных металлов |
|
DIN 975 |
Полная |
М2–М52 |
1 м / 2 м |
Подвесные конструкции, вентиляция, наращивание; резьба по всей длине |
|
DIN 976 |
Полная или частичная |
М2–М72 |
5–3000 мм |
Универсальная; широкий диапазон длин и классов (4.8–12.9) |
|
ГОСТ 22032 |
≈ 1d |
М3–М48 |
8–300 мм |
Аналог DIN 938; класс точности B |
|
ГОСТ 22034 |
≈ 1.25d |
М3–М48 |
8–300 мм |
Аналог DIN 939; конец 1.25d |
Глубина ввинчивания шпильки по материалу корпуса
Глубина ввинчивания — наиболее часто нарушаемый параметр при монтаже шпилек. Недостаточная глубина ведёт к вырыву при нагрузке; избыточная — к трещинам в хрупких материалах. Стандартные значения:
|
Материал корпуса |
Глубина ввинч. |
Стандарт |
Пример / примечание |
|
Сталь, чугун (высокая прочность) |
1d — 1.25d |
DIN 938 / DIN 939 |
М16 в стали → ввинчивание 16–20 мм |
|
Алюминий, медь, бронза |
1.5d — 2d |
DIN 939 / DIN 835 |
М16 в алюминии → ввинчивание 24–32 мм |
|
Магний, цинк, мягкие металлы |
2d — 2.5d |
DIN 835 или изготовление по заказу |
М16 в магнии → ввинчивание 32–40 мм |
|
Пластик, стеклопластик |
2.5d — 3d |
Спецшпильки с крупным шагом резьбы |
Обязательная проверка на вырыв при проектировании |
|
Чугун с шаровидным графитом |
1.5d |
DIN 939 |
Повышенный риск трещин при перетяжке |
|
🚫 Критическая ошибка: 1d в алюминии Ввинчивание шпильки DIN 938 (конец 1d) в алюминиевый корпус — одна из самых частых причин вырыва. Алюминий имеет предел прочности в 3–5 раз ниже стали. Для алюминия всегда применяйте DIN 939 (конец 1.25d) или DIN 835 (конец 2d). При шпильке М10 в алюминии — глубина ввинчивания минимум 15–20 мм, а не 10 мм. |
Когда выбирать болт, а когда шпильку: сводная таблица

|
Болт — когда выбирать |
Шпилька — когда выбирать |
|
Соединение двух или более деталей сквозным отверстием |
Частая разборка (обслуживание, ремонт): гайка, а не резьба корпуса |
|
Однократный или редкий монтаж (менее 20 циклов) |
Глухое отверстие в массивном корпусе (двигатель, редуктор, клапан) |
|
Нет места для размещения шпильки и двух гаек |
Нет места для головки болта над поверхностью детали |
|
Материал детали не выдерживает повторного ввинчивания |
Фланцевые соединения под давлением (трубопроводы, компрессоры) |
|
Лёгкие и средние конструкции без температурных циклов |
Высокая температура: тепловые циклы расшатывают болт, шпилька держит |
|
Стандартное крепление без особых требований к точности |
Точное позиционирование: шпилька остаётся в корпусе как направляющая |
|
Бюджетные решения: болт дешевле шпильки + гайки |
Снижение массы: отсутствие головки уменьшает массу на 10–15% |
|
|
Нефтегаз и химпром: специальные материалы и ГОСТ-нормы |
5 типичных ошибок при замене болтов на шпильки
|
Ошибка |
Последствие |
Решение |
|
Замена шпильки болтом в узле частой разборки |
Резьба в корпусе (дорогом литье, двигателе) изнашивается за 10–15 циклов; ремонт дорогой |
Оставить шпильку; при необходимости заменить только гайку (~30–50 раз дешевле) |
|
Неверная глубина ввинчивания по материалу |
Вырыв шпильки из корпуса под нагрузкой; при 1d в алюминии — риск срыва уже при монтаже |
Соблюдать таблицу: сталь 1–1.25d, алюминий 1.5–2d, пластик 2.5–3d |
|
Использование DIN 975 вместо DIN 938/939 в корпусных соединениях |
DIN 975 не имеет чётко выделенного ввинчиваемого конца; резьба по всей длине снижает стабильность |
DIN 975 — только для подвесок и наращивания; для корпусов — DIN 938, 939, 835 |
|
Затяжка гайки без фиксации шпильки в корпусе |
Шпилька проворачивается вместе с гайкой — резьба корпуса срывается без нагрузки |
Использовать контргайку или втулку на ввинчиваемом конце; или специальный ключ |
|
Одинаковый момент затяжки для болтов и шпилек без пересчёта |
Момент для болта учитывает трение под головкой; у шпильки этого нет — реальный натяг выше |
Момент затяжки шпильки ≈ 0.85 × момент болта той же резьбы и класса прочности |
|
✅ Итоговое правило Шпилька — это не «другая версия болта». Это другая инженерная концепция: болт соединяет, шпилька — фиксирует в корпусе и принимает на себя все циклы разборки. Правильный выбор между ними определяется одним вопросом: сколько раз будет разбираться это соединение и из какого материала сделан корпус с резьбой? |