Коли використовувати шпильки замість болтів ?

Коли використовувати шпильки замість болтів
Все про кріпеж • Керівництво спеціаліста
Болт і шпилька вирішують одне завдання — з'єднати деталі. Але механіка з'єднання принципово різниться, і в половині випадків неправильний вибір між ними призводить до передчасного зносу різьби корпусу, зайвих перебирань або аварійних відмов.
У цій статті — конкретні інженерні критерії вибору, порівняльна таблиця за 11 параметрами, класифікація стандартів шпильок DIN та ГОСТ, таблиця глибини ввинчування за матеріалом корпусу та 5 монтажних помилок, які дорого обходяться.
Конструктивна відмінність: болт vs шпилька
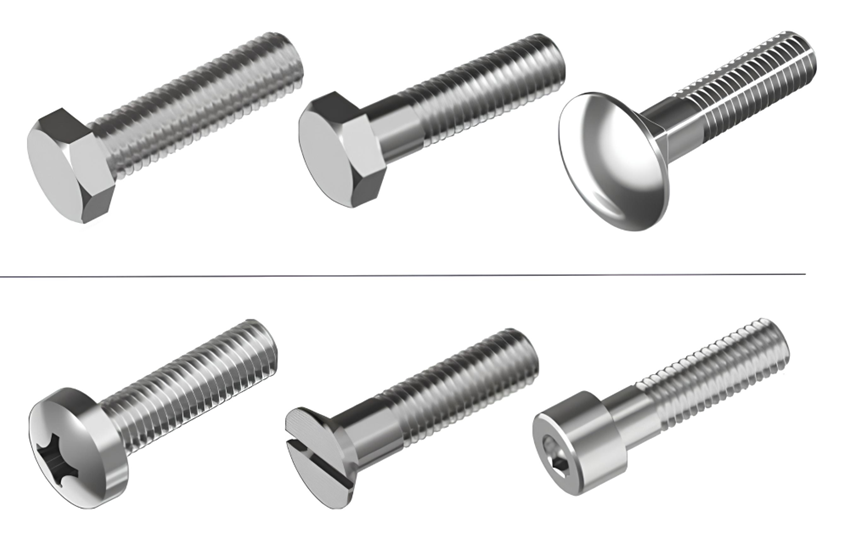
Болт
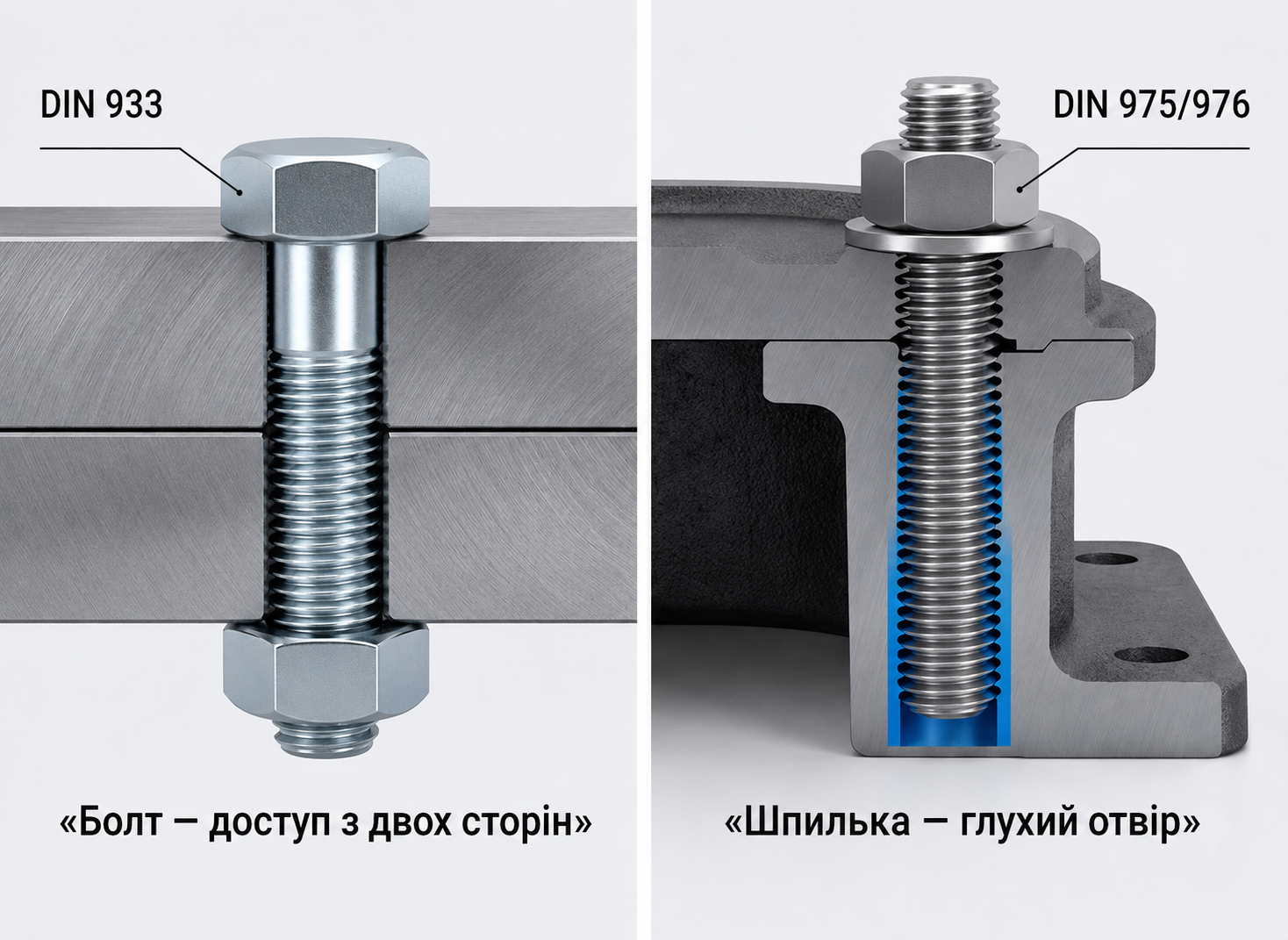
Стержень з головкою на одному кінці та різьбою на іншому (повною — DIN 933, або частковою — DIN 931). Затяжка відбувається обертанням головки; зусилля затяжки створюється тертям як під головкою, так і в різьбі. Для встановлення потрібен або наскрізний отвір в обох деталях (з гайкою), або різьбовий отвір в одній з деталей.
Шпилька
Циліндричний стержень без головки з різьбою на обох кінцях. Ввинчуваний кінець (посадковий) постійно зафіксований у корпусі — його довжина залежить від матеріалу корпусу та стандарту (1d, 1.25d або 2d). Гайковий кінець виступає назовні та приймає гайку, яку замінюють при розбиранні, не зачіпаючи різьбу корпусу.
Ключовий інженерний наслідок: при розбиранні з'єднання зношується гайка, а не різьба у дорогому корпусі. Це принципова перевага у вузлах із частим обслуговуванням.
Порівняльна таблиця: болт vs шпилька (11 параметрів)
|
Параметр |
Болт |
Шпилька |
|
Конструкція |
Стержень із головкою та різьбою на одному кінці |
Стержень без головки, різьба на обох кінцях |
|
Головка / захоплення |
Шестигранна / кругла / циліндрична головка |
Немає головки — затяжка гайками з двох сторін |
|
Монтаж |
Вкручується або проходить крізь наскрізний отвір |
Одним кінцем вкручується у корпус, другим — гайка |
|
Наскрізний отвір |
Обов'язковий в обох деталях (або різьбовий в одній) |
Не потрібен — достатньо глухого різьбового отвору |
|
Місце для головки |
Необхідне — виступ над поверхнею |
Не потрібне — поверхня залишається рівною |
|
Частота розбирання |
До ~20–50 циклів без знос різьби корпусу |
Зношується гайка на шпильці, корпус захищений |
|
Точність позиціювання |
Знімається разом з деталлю |
Залишається у корпусі як спрямовуюча при монтажі |
|
Маса конструкції |
Більша — головка + стержень |
Менша на 10–15% за рахунок відсутності головки |
|
Типові DIN/ГОСТ |
DIN 931, DIN 933, ISO 4014, ISO 4017 |
DIN 938, DIN 939, DIN 975, DIN 976, ГОСТ 22032–22040 |
|
Класи міцності |
4.6 — 12.9, A2, A4 |
4.6 — 12.9, A2, A4 |
|
Типові застосування |
Загальне машинобудування, металоконструкції |
Двигуни, фланці, компресори, нефтегаз, часте розбирання |
7 ситуацій, коли шпилька краща за болт
1. Часте розбирання вузла
Кожного разу, коли болт вкручується в корпус і викручується, різьба в корпусі зношується. Після 15–20 циклів різьба в алюмінієвому картері або чавунному блоці починає «брати» — момент затяжки не досягається. Шпилька залишається в корпусі постійно; замінюється лише гайка.
2. Глухий отвір у масивному корпусі
Коли одна деталь занадто товста і робити наскрізний отвір конструктивно неможливо або небажано (втрата жорсткості, потрапляння олії, води), шпилька ввинчується у глухе різьбове гніздо. Болт у такій ситуації непридатний — йому немає куди вийти зі зворотного боку.
3. Немає місця для головки болта
У стиснених просторах (газові клапани, кришки компресорів, насосні фланці) відсутній зазор для ключа над головкою болта. Шпилька займає лише діаметр різьби і дозволяє затягувати гайку там, де є хоча б мінімальний доступ.
4. Фланцеві з'єднання під тиском
Трубопровідні фланці, кришки реакторів, корпуси насосів — класична область застосування шпильок. Шпилька одночасно служить напрямною при суміщенні фланців і забезпечує рівномірний попередній натяг по всьому периметру.
5. Високотемпературні з'єднання
При теплових циклах (нагрів/охолодження) болт з головкою зазнає додаткових напружень біля основи головки — концентратор. Шпилька працює як чистий розтягнутий стержень без концентраторів, що збільшує втомний ресурс при циклічних температурних навантаженнях.
6. Зменшення маси конструкції
В авіаційній техніці, легкових автомобілях та мотоциклах кожен грам важливий. Шпилька без головки легша за болт того ж діаметра та довжини на 10–15%. При великій кількості точок кріплення економія відчутна.
7. Точне позиціювання кришок та фланців
Шпильки, постійно зафіксовані в корпусі, служать напрямними при надяганні кришки. Без шпильок потрібно утримувати важку кришку на вазі та одночасно суміщати отвори — трудомістко та небезпечно при великих складаннях.
|
💡 Правило вибору однією фразою Якщо з'єднання розбирають більше 10–15 разів за термін служби — шпилька. Якщо деталь одноразова або розбирання рідке — болт. Якщо корпус з м'якого металу (алюміній, магній) — шпилька, навіть при рідкому розбиранні. |
Види шпильок та стандарти DIN/ГОСТ
Вибір стандарту шпильки визначається матеріалом корпусу та умовами роботи. Головний параметр — довжина ввинчуваного кінця, яка виражається в діаметрах різьби (d):
- DIN 938 / ГОСТ 22032: ввинчуваний кінець 1d — для сталевих та чавунних корпусів високої міцності
- DIN 939 / ГОСТ 22034: ввинчуваний кінець 1.25d — для корпусів середньої міцності, алюмінієвих сплавів
- DIN 835: ввинчуваний кінець 2d — для м'яких металів: чавун, алюміній, мідні сплави
- DIN 975 / DIN 976: повна різьба по всій довжині — для підвісних конструкцій, нарощування, вентиляції
|
Стандарт |
Ввинч. кінець |
Діаметри |
Довжини |
Застосування |
|
DIN 938 |
≈ 1d |
М3–М52 |
12–200 мм |
Загальне машинобудування; сталь, ввинчуваний кінець = 1 діаметр |
|
DIN 939 |
≈ 1.25d |
М4–М24 |
12–400 мм |
Підвищена міцність ввинчування; кінець 1.25d для м'яких матеріалів |
|
DIN 835 |
≈ 2d |
М3–М48 |
12–300 мм |
Важке машинобудування; 2d-кінець для чавуну і кольорових металів |
|
DIN 975 |
Повна |
М2–М52 |
1 м / 2 м |
Підвісні конструкції, вентиляція, наращування; різьба по всій довжині |
|
DIN 976 |
Повна або часткова |
М2–М72 |
5–3000 мм |
Універсальна; широкий діапазон довжин і класів (4.8–12.9) |
|
ГОСТ 22032 |
≈ 1d |
М3–М48 |
8–300 мм |
Аналог DIN 938; клас точності B |
|
ГОСТ 22034 |
≈ 1.25d |
М3–М48 |
8–300 мм |
Аналог DIN 939; кінець 1.25d |
Глибина ввинчування шпильки за матеріалом корпусу
Глибина ввинчування — параметр, що найчастіше порушується при монтажі шпильок. Недостатня глибина призводить до вириву під навантаженням; надмірна — до тріщин у крихких матеріалах. Стандартні значення:
|
Матеріал корпусу |
Глибина ввинч. |
Стандарт |
Приклад / примітка |
|
Сталь, чавун (висока міцність) |
1d — 1.25d |
DIN 938 / DIN 939 |
М16 в сталі → ввинчування 16–20 мм |
|
Алюміній, мідь, бронза |
1.5d — 2d |
DIN 939 / DIN 835 |
М16 в алюмінії → ввинчування 24–32 мм |
|
Магній, цинк, м'які метали |
2d — 2.5d |
DIN 835 або виготовлення на замовлення |
М16 в магнії → ввинчування 32–40 мм |
|
Пластик, склопластик |
2.5d — 3d |
Спецшпильки з великим кроком різьби |
Обов'язкова перевірка на вирив при проєктуванні |
|
Чавун з кулеподібним графітом |
1.5d |
DIN 939 |
Підвищений ризик розтріскування при перетяжці |
|
🚫 Критична помилка: 1d в алюмінії Ввинчування шпильки DIN 938 (кінець 1d) в алюмінієвий корпус — одна з найчастіших причин вириву. Алюміній має межу міцності у 3–5 разів нижчу за сталь. Для алюмінію завжди застосовуйте DIN 939 (кінець 1.25d) або DIN 835 (кінець 2d). При шпильці М10 в алюмінії — глибина ввинчування мінімум 15–20 мм, а не 10 мм. |
Коли обирати болт, а коли шпильку: зведена таблиця

|
Болт — коли обирати |
Шпилька — коли обирати |
|
З'єднання двох або більше деталей наскрізним отвором |
Часте розбирання (обслуговування, ремонт): гайка, а не різьба корпусу |
|
Одноразовий або рідкісний монтаж (менш ніж 20 циклів) |
Глухий отвір у масивному корпусі (двигун, редуктор, клапан) |
|
Немає місця для розміщення шпильки та двох гайок |
Немає місця для головки болта над поверхнею деталі |
|
Матеріал деталі не витримує повторного ввинчування |
Фланцеві з'єднання під тиском (трубопроводи, компресори) |
|
Легкі та середні конструкції без температурних циклів |
Висока температура: теплові цикли розхитують болт, шпилька тримає |
|
Стандартне кріплення без особливих вимог до точності |
Точне позиціювання: шпилька залишається у корпусі як напрямна |
|
Бюджетні рішення: болт дешевший за шпильку + гайку |
Зменшення маси: відсутність головки зменшує масу на 10–15% |
|
|
Нафтогазова та хімічна промисловість: ГОСТ і спецматеріали |
5 типових помилок при заміні болтів на шпильки
|
Помилка |
Наслідок |
Рішення |
|
Заміна шпильки болтом у вузлі частого розбирання |
Різьба у корпусі (дорогому литті, двигуні) зношується за 10–15 циклів; ремонт дорогий |
Залишити шпильку; при необхідності замінити лише гайку (~30–50 раз дешевше) |
|
Неправильна глибина ввинчування за матеріалом |
Вирив шпильки з корпусу під навантаженням; при 1d в алюмінії — ризик зриву вже при монтажі |
Дотримуватись таблиці: сталь 1–1.25d, алюміній 1.5–2d, пластик 2.5–3d |
|
Використання DIN 975 замість DIN 938/939 у корпусних з'єднаннях |
DIN 975 не має чітко відокремленого ввинчуваного кінця; різьба по всій довжині знижує стабільність |
DIN 975 — лише для підвісок та наращування; для корпусів — DIN 938, 939, 835 |
|
Затяжка гайки без фіксації шпильки у корпусі |
Шпилька провертається разом з гайкою — різьба корпусу зривається без навантаження |
Використовувати контргайку або втулку на ввинчуваному кінці; або спеціальний ключ |
|
Однакова затяжка для болтів і шпильок без перерахунку |
Момент для болта враховує тертя під головкою; у шпильці цього немає — реальний натяг вищий |
Момент затяжки шпильки ≈ 0.85 × момент болта тієї ж різьби і класу міцності |
|
✅ Підсумкове правило Шпилька — це не «інша версія болта». Це інша інженерна концепція: болт з'єднує, шпилька — фіксується у корпусі та бере на себе всі цикли розбирання. Правильний вибір між ними визначається одним питанням: скільки разів розбиратиметься це з'єднання і з якого матеріалу зроблений корпус з різьбою? |