Крепёж для буровых установок

Крепёж для буровых установок: требования, материалы, стандарты
Всё о крепеже • Нефтегазовая промышленность
Буровые установки — это суровая техника, работающая в экстремальных условиях: на море, в пустыне, в вечной мерзлоте. Их надёжность, безопасность и срок службы зависят не только от двигателей или буровых штанг, но и от крепежа. На первый взгляд — простые болты, гайки и шпильки. На практике — ошибка в подборе крепежа может привести к катастрофическому разрушению узла, аварийному выбросу и человеческим жертвам.
В этой статье — инженерные требования к крепежу буровых установок, таблица условий эксплуатации с требованиями к классу прочности и материалу, карта крепежных узлов БУ от фундамента до превентора и 6 критических ошибок, каждая из которых может стоить жизни.

Почему крепёж для буровых — это особая категория
Три фактора отличают буровой крепёж от промышленного стандарта:
1. Вибрация — враг любого резьбового соединения
При вращении бурильной колонны (60–200 об/мин) и работе гидравлических насосов (1–10 Гц) все резьбовые соединения подвергаются знакопеременным поперечным нагрузкам. Именно они, а не осевые усилия затяжки, являются главной причиной самоотвинчивания. Стандартная гайка DIN 934 может потерять преднатяг за 50–200 вибрационных циклов (эффект Юнкера). На буровой при 100 об/мин ротора это — менее двух минут.
2. H₂S — тихий убийца высокопрочного крепежа
Сероводород, присутствующий во многих пластовых флюидах, вызывает сульфидное растрескивание под напряжением (SSC — Sulfide Stress Cracking). Механизм: атомарный водород, выделяющийся при коррозии в H₂S-среде, проникает в металл и вызывает хрупкое разрушение — без предварительной деформации и без предупреждения. Критически опасны болты и шпильки класса 10.9 и 12.9, твёрдость которых превышает 22 HRC. Стандарт NACE MR0175 (ГОСТ Р 53678) запрещает их применение в сероводородосодержащих средах.
3. Арктика — предел для стандартных марок стали
Большинство высокопрочных сталей (40Х, 30ХГСА класса 12.9) имеют порог хладноломкости в диапазоне от −30 до −40°C. При температурах вечной мерзлоты (до −50°C) ударная вязкость падает ниже критической (27 Дж/см²), и болт разрушается внезапно при штатной нагрузке. Требование: KCU ≥ 60 Дж/см² при рабочей температуре — обязательный параметр в сертификате.
Условия эксплуатации и требования к крепежу

|
Условие работы |
Тип опасности |
Требование к крепежу |
Критическое примечание |
|
Вибрация (буровая колонна, гидравлика) |
Циклические нагрузки → усталостное разрушение |
Класс 10.9–12.9; стопорные шайбы Nord-Lock или DIN 985 |
Обычная гайка DIN 934 откручивается за 1–3 смены |
|
Арктика / вечная мерзлота |
t° до –50°C → хрупкое разрушение |
Сталь 09Г2С, 12Х18Н10Т; KCU ≥ 60 Дж/см² |
Класс 12.9 из «обычной» стали при –50°C — недопустимо |
|
Пустыня / тропики |
t° до +50°C, UV, песок |
Класс 10.9–12.9; покрытие Dacromet или горячий цинк |
Ни +50°C, ни мороз не снижают класс; опасность: коррозия |
|
Морская (офшор) |
Солёный туман, хлориды, влага |
Нержавеющая A4 (AISI 316) или Duplex; катодная защита |
A2 корродирует в морской воде за 3–5 л.; оцинков. — за 1–2 г. |
|
H₂S (сероводород) |
Водородное растрескивание под напряжением (SSC) |
NACE MR0175 / ISO 15156: твёрдость ≤ 22 HRC; класс ≤ 8.8 |
Класс 10.9/12.9 в сероводороде → катастрофическое растрескивание |
|
Буровой раствор, кислоты, щёлочи |
Химическая коррозия |
Нержавеющая Duplex или Inconel (ответственные узлы) |
Подбор по хим. стойкости; ГОСТ Р 53678 (ISO 15156-2) |
|
Ударные нагрузки (подъёмный механизм) |
Пиковые перегрузки 5–10× от номинальной |
Класс 12.9 + проверка CVN ≥ 47 Дж |
Документальное подтверждение CVN в сертификате на партию |
|
🚫 Абсолютный запрет: класс 10.9/12.9 при наличии H₂S Сульфидное растрескивание происходит без предупреждения — визуально болт выглядит целым и имеет нормальный момент затяжки. Разрушение наступает внезапно под рабочей нагрузкой. Это наиболее опасный отказ в нефтегазовой промышленности. NACE MR0175 / ISO 15156 запрещают высокопрочный крепёж в зонах с H₂S. Нарушение — не техническая ошибка, а грубое нарушение промышленной безопасности. |
Крепёжные узлы буровой установки: от фундамента до превентора
Каждый узел буровой установки имеет свои специфические требования к крепежу, определяемые характером нагрузок, рабочей средой и нормативными документами. Отступление от требований в любом узле является нарушением промышленной безопасности.
|
Узел БУ |
Крепёж |
Материал |
Требование |
Примечание |
|
Фланцевые соединения (ГОСТ 28919) |
Шпилька ГОСТ 9066-75 + гайка ГОСТ 10605 |
М16–М56; класс 10.9; 40Х или 30ХГСА |
Момент затяжки по таблице ГОСТ; равномерная крестообразная затяжка |
Проверка момента после 1-й смены под давлением |
|
Ротор (подроторный стол) |
Болт М24–М36; класс 12.9 |
40ХНМА или 30ХГСА |
Стопорная шайба Nord-Lock обязательна |
Контроль момента после каждых 200 ч работы |
|
Вышка / мачта |
Болт М20–М48; класс 8.8–10.9 |
09Г2С (арктика) или 40Х |
Антикоррозийное покрытие Dacromet или цинк-ламель |
Несущая конструкция; обязателен расчёт на ветровую нагрузку |
|
Буровые насосы (гидравлика) |
Шпилька М24–М42; класс 10.9 |
40Х + термообработка |
Уплотнение PTFE или паронит; смазка МоlyCote при затяжке |
Предварительный натяг методом углового поворота |
|
Подъёмная система (кронблок, крюк) |
Болт М30–М56; класс 12.9 + сертификат CVN |
30ХГСА или 35ХГСА |
CVN ≥ 47 Дж при –40°C; PT-дефектоскопия |
Ресурс подъёмного узла — 100 000 операций СПО |
|
Превентор (ППВО) |
Шпилька М30–М52; NACE MR0175 |
Класс ≤ 8.8; твёрдость ≤ 22 HRC |
Запрещены 10.9 и 12.9 при H₂S; только HRC-контроль |
После каждого опрессования — осмотр и замена подозрительных шпилек |
|
Вертлюг / топ-драйв |
Болт М20–М30; класс 10.9–12.9 |
40ХНМА или аналог |
Динамическая балансировка; шпилька с мелким шагом резьбы |
Мелкий шаг → меньший момент самоотвинчивания при вибрации |
|
Основание (фундамент) |
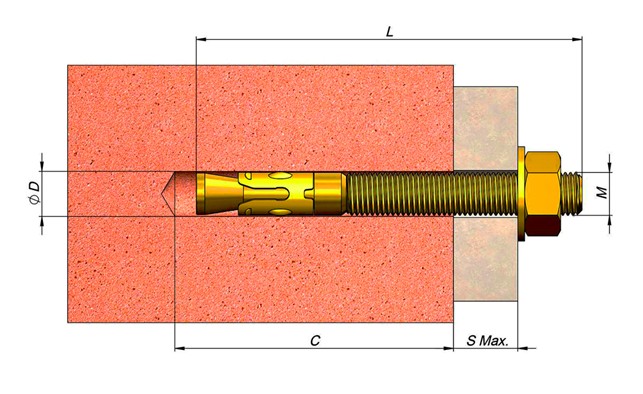
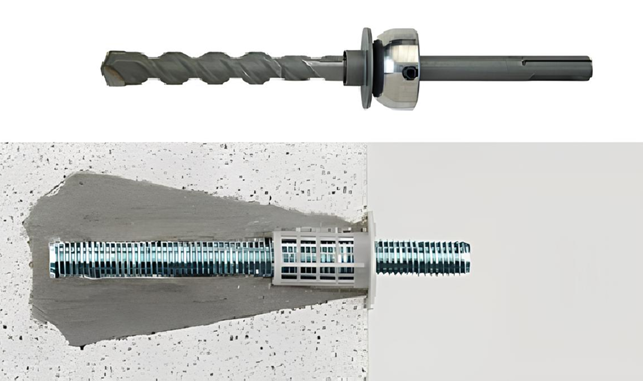
Анкерный болт М24–М48 |
09Г2С или 40Х |
Химический или стержневой анкер в бетон/грунт |
Несущая способность фундамента ≥ 3× от расчётной нагрузки |
|
💡 Метод углового поворота vs контроль момента Для ответственных фланцевых соединений (буровые насосы, ППВО) метод контроля момента даёт погрешность ±25–30% из-за изменчивости коэффициента трения. Метод углового поворота (затяжка до минимального момента, затем поворот на заданный угол 60°–120°) обеспечивает точность ±10%. Требуется при давлениях выше 35 МПа и для всех превенторных соединений. |
Классы прочности и марки стали: выбор для буровых условий
Выбор класса прочности — первое и важнейшее решение при подборе крепежа для буровой. Таблица учитывает ограничения по H₂S (NACE MR0175), низкотемпературную стойкость и требования к ударной вязкости CVN.
|
Класс / марка |
Rm |
Re |
Сталь |
Применение и ограничения |
|
8.8 |
800 МПа |
640 МПа |
40Х, 35 |
Стандарт общего машиностроения; подъёмные узлы (без H₂S); NACE-узлы в H₂S |
|
10.9 |
1000 МПа |
900 МПа |
30ХГСА, 40Х |
Насосы, ротор, фланцы под давлением; ЗАПРЕЩЁН при H₂S / SSC-среде |
|
12.9 |
1220 МПа |
1100 МПа |
30ХГСА, 35ХГСА |
Подъёмная система, критические узлы; только при t° > –40°C; ЗАПРЕЩЁН при H₂S |
|
A2-70 |
700 МПа |
450 МПа |
AISI 304 |
Офшор, влага; малые нагрузки; не для H₂S-среды |
|
A4-80 |
800 МПа |
640 МПа |
AISI 316 |
Офшор + хлориды + кислая pH; не для H₂S-среды |
|
Класс NACE (≤22 HRC) |
≤ 8.8 |
≤ 640 |
09Г2С или спец. сплавы |
Единственно допустимый при наличии H₂S; HRC-контроль обязателен |
|
Duplex / Inconel |
Спец. |
Спец. |
2205, 625 |
Агрессивные среды; кислая H₂S+CO₂; высокая цена → только ответственные узлы |
Защитные покрытия: ресурс и ограничения
Покрытие крепежа для буровых выбирают с учётом трёх факторов: совместимость с рабочей средой (H₂S, кислоты, хлориды), температурный диапазон и отсутствие водородного охрупчения при нанесении.
|
Покрытие |
Толщина |
Применение |
Темп. диапазон |
Примечание |
|
Горячий цинк |
80–100 мкм |
Вышки, конструкции, анкеры |
t° –50…+200°C |
Не для резьб М < 16 — толщина искажает резьбу |
|
Цинк-ламель (Dacromet) |
5–10 мкм |
Болты 10.9–12.9; все узлы |
–50…+300°C |
Не накапливает H₂ → безопасно для 12.9; ресурс 15–20 л. |
|
Электрогальванический цинк |
8–12 мкм |
Узлы без H₂S в помещении |
–30…+80°C |
Опасность H₂-охрупчения для 10.9+ → обезгаживание обязательно |
|
Кадмий |
8–15 мкм |
Авиация, морские узлы (старый стандарт) |
–60…+300°C |
Токсичен; ограничен в применении; замена — цинк-ламель |
|
Фосфатирование + масло |
5–8 мкм |
Резьбовые соединения, фланцы |
–40…+120°C |
Временная защита; обязательна смазка при монтаже |
|
Никелирование |
15–25 мкм |
Приборы, клапаны, точная механика |
–200…+300°C |
Высокая стоимость; декоративно-защитное назначение |
|
Без покрытия (чёрный) |
— |
Детали под смазку, внутренние узлы |
Любая |
Хранить в сухом месте; смазать перед монтажем |
|
📌 Почему Dacromet — предпочтительное покрытие для 10.9/12.9? Электрогальваническое цинкование 10.9/12.9 требует обязательного обезгаживания (4–8 ч при 180–200°C), иначе H₂-охрупчение. На производстве это условие часто нарушается. Цинк-ламельное покрытие (Dacromet, Geomet) наносится без электролиза — водород не выделяется в принципе, риск охрупчения нулевой. Для болтов 10.9 и 12.9 в буровом оборудовании это покрытие является предпочтительным по умолчанию. |
6 критических ошибок при выборе крепежа для буровых
|
Ошибка |
Последствие |
Решение |
|
Класс 10.9 или 12.9 в зоне H₂S |
Сульфидное растрескивание под напряжением (SSC) без предупреждения — внезапный хрупкий излом шпильки. Возможная авария и гибель людей |
Только класс ≤ 8.8 (NACE MR0175); твёрдость ≤ 22 HRC; обязательный HRC-входной контроль каждой партии |
|
Гальванический цинк на болтах 10.9/12.9 без обезгаживания |
Водород при гальванике проникает в кристаллическую решётку → H₂-охрупчение → излом при затяжке или через 24–72 ч |
После гальванического цинкования 10.9/12.9 — обезгаживание 4–8 ч при 180–200°C; или заменить покрытие на Dacromet (нет H₂) |
|
Гайка DIN 934 без стопорения на вибрационном узле |
Эффект Юнкера: знакопеременная поперечная нагрузка снимает предварительный натяг за 50–200 циклов → соединение становится подвижным |
Nord-Lock или DIN 985 (нейлон) или DIN 980 (металлическая) — на всех резьбовых соединениях, подверженных вибрации |
|
Сталь 40Х (класс 12.9) при t° –50°C |
При низких температурах ударная вязкость 40Х резко падает ниже критической → хрупкое разрушение без предварительной деформации |
Для t° < –40°C: сталь 09Г2С (KCU ≥ 60 Дж/см² при –60°C) или 12Х18Н10Т (аустенитная нержавейка) |
|
Затяжка фланца без контроля момента / по очереди |
Неравномерное распределение усилий затяжки: перекос фланца, повреждение уплотнения, утечка под давлением |
Крестообразная поочерёдная затяжка в 3 этапа: 30% → 70% → 100% от номинального момента; проверка после 1-й смены под давлением |
|
Несертифицированный крепёж «со склада» |
Отсутствие сертификата и маркировки → нельзя подтвердить класс прочности и химсостав → риск аварии на буровой |
Только сертифицированный крепёж с паспортом плавки; для ППВО и подъёмных узлов — партионный хим. и мех. анализ; входной контроль обязателен |
|
✅ Чек-лист по крепежу для буровой установки 1. Наличие H₂S в флюиде → только класс ≤ 8.8, HRC ≤ 22, входной HRC-контроль каждой партии. 2. t° < –40°C → сталь 09Г2С или 12Х18Н10Т, KCU ≥ 60 Дж/см² в сертификате. 3. Вибрационные узлы → Nord-Lock или DIN 985/980, проверка момента каждые 200 ч. 4. Класс 10.9/12.9 → покрытие Dacromet (не гальванический цинк). 5. Фланцы под давлением → крестообразная затяжка в 3 этапа. 6. Только сертифицированный крепёж с паспортом плавки. |