Фосфатирование крепежа: надёжная защита металлических изделий
.jpg)
Фосфатирование крепежа: надёжная защита металлических изделий
Фосфатирование представляет собой химическую обработку крепёжных изделий, в ходе которой на поверхности металла образуется защитная плёнка из фосфатов железа, марганца или цинка. Этот слой предохраняет металл от коррозии и создаёт прочную основу для последующих покрытий — краски, смазки и гидрофобных составов.
Фосфатная плёнка защищает металл на молекулярном уровне, химически связываясь с поверхностью стали. В отличие от барьерных покрытий (цинк, никель), фосфатный слой является конверсионным: он не наносится поверх металла, а формируется из самого металла в результате химической реакции. Это исключает отслаивание и обеспечивает надёжное сцепление с любыми последующими покрытиями.

Технические характеристики и преимущества
|
Характеристика |
Значение |
Примечание |
|
Толщина покрытия |
2–50 мкм |
Зависит от вида фосфатирования и требований |
|
Стойкость в соляном тумане (NSS) |
До 240 часов |
По ISO 9227, без дополнительной обработки |
|
Стойкость после промасливания |
До 400–600 часов NSS |
Масло заполняет поры фосфатного слоя |
|
Температурный диапазон работы |
–60…+250 °C |
Покрытие сохраняет защиту без деградации |
|
Цвет |
Светло-серый до тёмно-графитового |
Зависит от металла и вида фосфатирования |
|
Влияние на размеры |
Минимальное — 2–10 мкм с каждой стороны |
Резьба сохраняет геометрию в пределах допуска |
|
Электрическое сопротивление |
Повышается (изоляционные свойства) |
Не подходит для контактов заземления |
|
Адгезия к краске |
Отличная — увеличивает сцепление в 2–4 раза |
Основное назначение фосфата как грунтовки |
Ключевые преимущества фосфатного покрытия:
- увеличивает твёрдость поверхности деталей и предотвращает механический износ;
- обладает электроизоляционными свойствами — снижает риск контактной коррозии;
- значительно улучшает адгезию для последующей окраски (в 2–4 раза лучше, чем чистый металл);
- не меняет геометрию резьбы — слой 2–10 мкм остаётся в пределах полей допуска;
- совместимо с любыми последующими покрытиями: маслами, лаками, порошковыми красками, хроматами;
- сохраняет защитные свойства в широком температурном диапазоне: –60…+250 °C.
Само по себе фосфатирование — это преимущественно грунтовочное покрытие. Его основная ценность раскрывается в сочетании с промасливанием, хроматированием или окраской. Фосфатный слой без дополнительной обработки защищает лишь до 240 часов NSS — этого достаточно для хранения и монтажа, но недостаточно для долгосрочной эксплуатации в агрессивной среде.
Виды фосфатирования
|
Вид фосфатирования |
Температура |
Время обработки |
Толщина слоя |
Особенности |
Применение |
|
Химическое (обычное) |
70–98 °C |
20–40 мин |
5–15 мкм |
Кристаллическая структура, равномерный слой |
Универсальный метод для большинства стальных деталей |
|
Ускоренное |
60–80 °C |
10–20 мин |
3–10 мкм |
Нитраты цинка в растворе, повышенная кислотность |
Мелкий крепёж, пружины, массовое производство |
|
Чёрное (марганцевое) |
95–100 °C |
15–30 мин |
5–20 мкм |
Тёмный декоративный цвет — почти чёрный |
Оружейная, авиационная, оборонная промышленность |
|
Цинковое |
60–75 °C |
15–25 мин |
5–15 мкм |
Наилучшая коррозионная стойкость среди фосфатных покрытий |
Автомобилестроение, нагруженные детали |
|
Холодное |
15–25 °C |
30–60 мин |
2–5 мкм |
Без нагрева, без спецоборудования |
Восстановление повреждённых участков, полевые условия |
|
Электрохимическое |
40–60 °C |
5–15 мин |
2–8 мкм |
Постоянный или переменный ток, плотный однородный слой |
Грунтовка под лакокрасочные покрытия |
Дополнительная обработка фосфатированных изделий

Для увеличения защитных и эксплуатационных свойств крепежа фосфатный слой комбинируют с дополнительными обработками. Правильный выбор финишной обработки определяет итоговую коррозионную стойкость изделия.
|
Дополнительная обработка |
Эффект |
Стойкость NSS после |
Применение |
|
Промасливание (масло МС-20 / технические масла) |
Заполняет поры, снижает трение, усиливает антикоррозию |
400–600 часов |
Большинство промышленных и строительных крепёжных изделий |
|
Гидрофобизация |
Водоотталкивающий слой, снижение поверхностного натяжения |
300–500 часов |
Крепёж для влажных помещений, уличный монтаж |
|
Хроматирование (Cr³⁺) |
Химическая стойкость, самовосстановление мелких повреждений |
500–800 часов |
Автомобильная, авиационная промышленность |
|
Окраска (порошок или жидкость) |
Декоративный вид + дополнительная барьерная защита |
1000+ часов (зависит от краски) |
Видимые конструкции, архитектурный крепёж |
|
Без доп. обработки |
Только фосфатная плёнка — базовая защита |
До 240 часов |
Как грунт под краску или смазку, кратковременное хранение |
Области применения фосфатированного крепежа

|
Отрасль |
Применение |
Вид фосфатирования |
Доп. обработка |
|
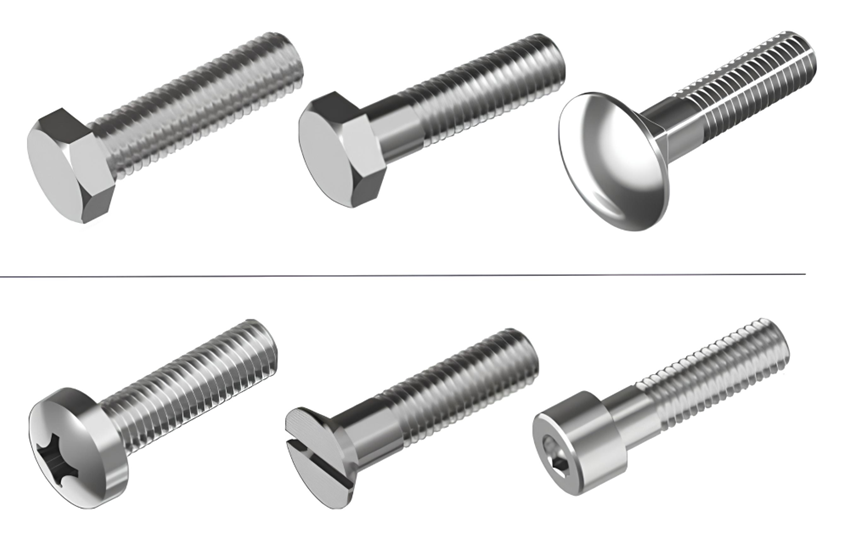
Машиностроение и станкостроение |
Болты, гайки, шпильки силовых узлов, направляющие |
Цинковое или обычное |
Промасливание |
|
Автомобильная промышленность |
Подвеска, двигатель, трансмиссия, кузовные детали |
Цинковое (OEM) или марганцевое |
Хроматирование или окраска |
|
Авиация и судостроение |
Крепёж, выдерживающий морскую среду и перепады температур |
Марганцевое (чёрное) |
Хроматирование + масло |
|
Оборонная промышленность |
Стрелковое оружие, боеприпасы, военная техника |
Марганцевое (чёрное) |
Масло или лак |
|
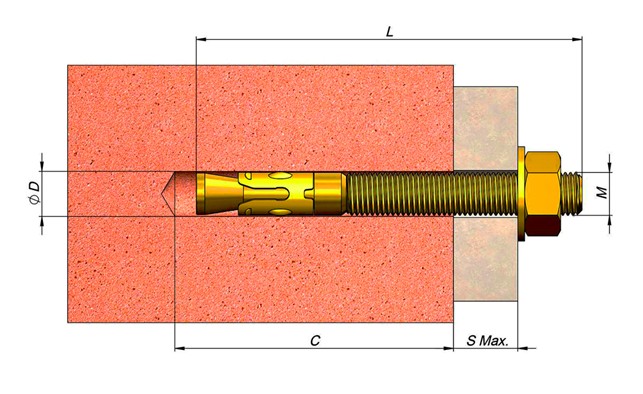
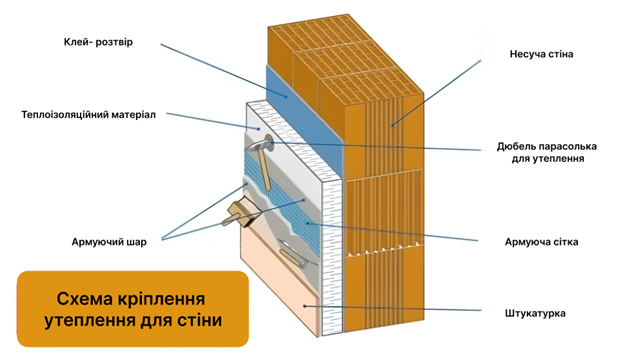
Строительство |
Анкеры, дюбели, хомуты для внутреннего монтажа |
Обычное или ускоренное |
Промасливание |
|
Бытовая сфера |
Петли, мебельный крепёж, сантехника, каркасы |
Ускоренное или холодное |
Гидрофобизация или окраска |
|
Электротехника |
Монтажные рейки, кронштейны под окраску |
Электрохимическое |
Порошковая окраска |
В машиностроении и станкостроении фосфатированные болты и гайки обеспечивают надёжное соединение деталей и длительный срок службы механизмов. Пористая структура фосфатного слоя удерживает смазку в резьбовом соединении, снижая коэффициент трения при затяжке и предотвращая задиры.
В авиации и судостроении марганцевое (чёрное) фосфатирование в сочетании с хроматированием даёт покрытие, выдерживающее воздействие морских туманов, авиационного топлива и перепады температур от –60 до +200 °C.
В бытовой сфере фосфатирование используют для защиты металлических деталей мебели, дверных петель, каркасов шкафов и столов, а также крепежа при монтаже строительных конструкций. Покрытие предохраняет металл от коррозии, воздействия бытовой химии и влаги, сохраняя прочность и внешний вид изделий.
Сравнение фосфатирования с другими покрытиями
|
Параметр |
Фосфатирование |
Гальв. цинкование (Fe/Zn 8) |
Горячий цинк |
Нержавейка A2 |
|
Стойкость NSS (без доп. обработки) |
До 240 ч |
72–96 ч (радужная пасс.) |
500–1000 ч |
2000+ ч |
|
Влияние на резьбу |
Минимальное (2–10 мкм) |
Минимальное (8–12 мкм) |
Существенное (50–150 мкм) |
Отсутствует |
|
Адгезия к краске |
Отличная |
Хорошая |
Хорошая |
Удовлетворительная |
|
Декоративный вид |
Нейтральный серый/чёрный |
Блестящий, цветной |
Матово-серый |
Металлический блеск |
|
Стоимость |
Низкая–средняя |
Низкая |
Средняя |
Высокая |
|
Основное назначение |
Грунт + базовая защита |
Коррозионная защита |
Долгосрочная наружная защита |
Коррозия + гигиена |
Фосфатирование — не замена цинкованию или нержавеющей стали, а дополнение к ним. Его сильные стороны: грунтовочные свойства, совместимость с маслами, нейтральный вид и сохранение геометрии резьбы. Его слабая сторона — относительно невысокая самостоятельная коррозионная стойкость без финишной обработки.
Практические советы
- Чёрное (марганцевое) фосфатирование + масло: оптимальный выбор для инструмента, оружейных деталей и механизмов, работающих в масляной среде. Внешний вид — матово-чёрный, профессиональный.
- Цинковое фосфатирование + хроматирование: автомобильный стандарт для ответственных узлов — максимальная коррозионная стойкость в группе фосфатных покрытий.
- Обычное фосфатирование + порошковая окраска: идеал для строительного и архитектурного крепежа, где важен декоративный вид и долгосрочная защита.
- Не используйте фосфатированный крепёж без доп. обработки на улице: 240 часов NSS — это примерно 2–3 месяца в городской атмосфере. После монтажа на открытом воздухе обязательна дополнительная защита.
- Фосфатирование не подходит для заземляющих соединений: слой повышает электрическое сопротивление. Для PE-шин и заземляющих болтов нужно оголять металл или использовать зубчатые шайбы DIN 6797.