Фосфатування кріплення: надійний захист металевих виробів
.jpg)
Фосфатування кріплення: надійний захист металевих виробів
Фосфатування являє собою хімічну обробку кріпильних виробів, у ході якої на поверхні металу утворюється захисна плівка з фосфатів заліза, марганцю або цинку. Цей шар охороняє метал від корозії та створює міцну основу для подальших покриттів — фарби, мастила та гідрофобних складів.
Фосфатна плівка захищає метал на молекулярному рівні, хімічно зв'язуючись із поверхнею сталі. На відміну від бар'єрних покриттів (цинк, нікель), фосфатний шар є конверсійним: він не наноситься поверх металу, а формується із самого металу в результаті хімічної реакції. Це виключає відшарування та забезпечує надійне зчеплення з будь-якими наступними покриттями.

Технічні характеристики та переваги
|
Характеристика |
Значення |
Примітка |
|
Товщина покриття |
2–50 мкм |
Залежить від виду фосфатування та вимог |
|
Стійкість у сольовому тумані (NSS) |
До 240 годин |
За ISO 9227, без додаткової обробки |
|
Стійкість після промаслення |
До 400–600 годин NSS |
Масло заповнює пори фосфатного шару |
|
Температурний діапазон роботи |
–60…+250 °C |
Покриття зберігає захист без деградації |
|
Колір |
Світло-сірий до темно-графітового |
Залежить від металу та виду фосфатування |
|
Вплив на розміри |
Мінімальний — 2–10 мкм з кожного боку |
Різьба зберігає геометрію в межах допуску |
|
Електричний опір |
Підвищується (ізоляційні властивості) |
Не підходить для контактів заземлення |
|
Адгезія до фарби |
Відмінна — збільшує зчеплення у 2–4 рази |
Основне призначення фосфату як ґрунтовки |
Ключові переваги фосфатного покриття:
- збільшує твердість поверхні деталей та запобігає механічному зносу;
- має електроізоляційні властивості — знижує ризик контактної корозії;
- значно покращує адгезію для подальшого фарбування (у 2–4 рази краще, ніж чистий метал);
- не змінює геометрію різьби — шар 2–10 мкм залишається в межах полів допуску;
- сумісне з будь-якими наступними покриттями: маслами, лаками, порошковими фарбами, хроматами;
- зберігає захисні властивості в широкому температурному діапазоні: –60…+250 °C.
Саме по собі фосфатування — це переважно ґрунтувальне покриття. Його основна цінність розкривається в поєднанні з промасленням, хроматуванням або фарбуванням. Фосфатний шар без додаткової обробки захищає лише до 240 годин NSS — цього достатньо для зберігання та монтажу, але недостатньо для довгострокової експлуатації в агресивному середовищі.
Види фосфатування
|
Вид фосфатування |
Температура |
Час обробки |
Товщина шару |
Особливості |
Застосування |
|
Хімічне (звичайне) |
70–98 °C |
20–40 хв |
5–15 мкм |
Кристалічна структура, рівномірний шар |
Універсальний метод для більшості сталевих деталей |
|
Прискорене |
60–80 °C |
10–20 хв |
3–10 мкм |
Нітрати цинку в розчині, підвищена кислотність |
Дрібне кріплення, пружини, масове виробництво |
|
Чорне (марганцеве) |
95–100 °C |
15–30 хв |
5–20 мкм |
Темний декоративний колір — майже чорний |
Зброярська, авіаційна, оборонна промисловість |
|
Цинкове |
60–75 °C |
15–25 хв |
5–15 мкм |
Найкраща корозійна стійкість серед фосфатних покриттів |
Автомобілебудування, навантажені деталі |
|
Холодне |
15–25 °C |
30–60 хв |
2–5 мкм |
Без нагрівання, без спецобладнання |
Відновлення пошкоджених ділянок, польові умови |
|
Електрохімічне |
40–60 °C |
5–15 хв |
2–8 мкм |
Постійний або змінний струм, щільний однорідний шар |
Ґрунтовка під лакофарбові покриття |
Додаткова обробка фосфатованих виробів

Для збільшення захисних та експлуатаційних властивостей кріплення фосфатний шар комбінують із додатковими обробками. Правильний вибір фінішної обробки визначає підсумкову корозійну стійкість виробу.
|
Додаткова обробка |
Ефект |
Стійкість NSS після |
Застосування |
|
Промаслення (масло МС-20 / технічні масла) |
Заповнює пори, знижує тертя, підсилює антикорозію |
400–600 годин |
Більшість промислових та будівельних кріпильних виробів |
|
Гідрофобізація |
Водовідштовхувальний шар, зниження поверхневого натягу |
300–500 годин |
Кріплення для вологих приміщень, вуличний монтаж |
|
Хроматування (Cr³⁺) |
Хімічна стійкість, самовідновлення дрібних пошкоджень |
500–800 годин |
Автомобільна, авіаційна промисловість |
|
Фарбування (порошок або рідина) |
Декоративний вигляд + додатковий бар'єрний захист |
1000+ годин (залежить від фарби) |
Видимі конструкції, архітектурне кріплення |
|
Без доп. обробки |
Тільки фосфатна плівка — базовий захист |
До 240 годин |
Як ґрунт під фарбу або мастило, короткострокове зберігання |
Сфери застосування фосфатованого кріплення

|
Галузь |
Застосування |
Вид фосфатування |
Доп. обробка |
|
Машинобудування та верстатобудування |
Болти, гайки, шпильки силових вузлів, напрямні |
Цинкове або звичайне |
Промаслення |
|
Автомобільна промисловість |
Підвіска, двигун, трансмісія, кузовні деталі |
Цинкове (OEM) або марганцеве |
Хроматування або фарбування |
|
Авіація та суднобудування |
Кріплення, що витримує морське середовище та перепади температур |
Марганцеве (чорне) |
Хроматування + масло |
|
Оборонна промисловість |
Стрілецька зброя, боєприпаси, військова техніка |
Марганцеве (чорне) |
Масло або лак |
|
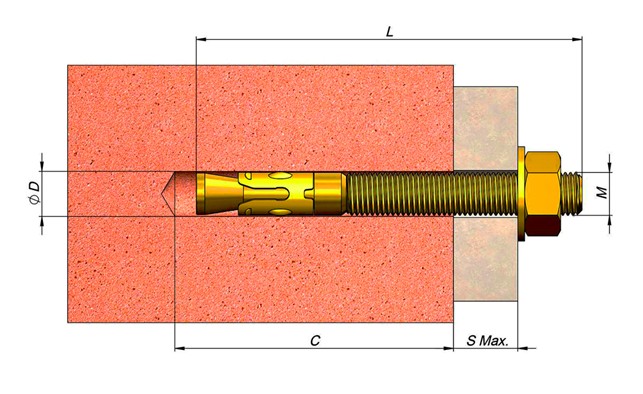
Будівництво |
Анкери, дюбелі, хомути для внутрішнього монтажу |
Звичайне або прискорене |
Промаслення |
|
Побутова сфера |
Петлі, меблеве кріплення, сантехніка, каркаси |
Прискорене або холодне |
Гідрофобізація або фарбування |
|
Електротехніка |
Монтажні рейки, кронштейни під фарбування |
Електрохімічне |
Порошкове фарбування |
У машинобудуванні та верстатобудуванні фосфатовані болти та гайки забезпечують надійне з'єднання деталей і тривалий термін служби механізмів. Пориста структура фосфатного шару утримує мастило в різьбовому з'єднанні, знижуючи коефіцієнт тертя при затяжці та запобігаючи задирам.
В авіації та суднобудуванні марганцеве (чорне) фосфатування в поєднанні з хроматуванням дає покриття, що витримує вплив морських туманів, авіаційного палива та перепади температур від –60 до +200 °C.
У побутовій сфері фосфатування використовують для захисту металевих деталей меблів, дверних петель, каркасів шаф і столів, а також кріплення при монтажі будівельних конструкцій. Покриття охороняє метал від корозії, впливу побутової хімії та вологи, зберігаючи міцність і зовнішній вигляд виробів.
Порівняння фосфатування з іншими покриттями
|
Параметр |
Фосфатування |
Гальв. цинкування (Fe/Zn 8) |
Гаряче цинкування |
Нержавійка A2 |
|
Стійкість NSS (без доп. обробки) |
До 240 год |
72–96 год (веселкова пас.) |
500–1000 год |
2000+ год |
|
Вплив на різьбу |
Мінімальний (2–10 мкм) |
Мінімальний (8–12 мкм) |
Суттєвий (50–150 мкм) |
Відсутній |
|
Адгезія до фарби |
Відмінна |
Хороша |
Хороша |
Задовільна |
|
Декоративний вигляд |
Нейтральний сірий/чорний |
Блискучий, кольоровий |
Матово-сірий |
Металевий блиск |
|
Вартість |
Низька–середня |
Низька |
Середня |
Висока |
|
Основне призначення |
Ґрунт + базовий захист |
Корозійний захист |
Довгострокова зовнішня захист |
Корозія + гігієна |
Фосфатування — не заміна цинкуванню або нержавіючій сталі, а доповнення до них. Його сильні сторони: ґрунтувальні властивості, сумісність з маслами, нейтральний вигляд і збереження геометрії різьби. Його слабка сторона — відносно невисока самостійна корозійна стійкість без фінішної обробки.
Практичні поради
- Чорне (марганцеве) фосфатування + масло: оптимальний вибір для інструменту, зброярських деталей та механізмів, що працюють у масляному середовищі. Зовнішній вигляд — матово-чорний, професійний.
- Цинкове фосфатування + хроматування: автомобільний стандарт для відповідальних вузлів — максимальна корозійна стійкість у групі фосфатних покриттів.
- Звичайне фосфатування + порошкове фарбування: ідеал для будівельного та архітектурного кріплення, де важливий декоративний вигляд і довгострокова захист.
- Не використовуйте фосфатоване кріплення без доп. обробки на вулиці: 240 годин NSS — це приблизно 2–3 місяці в міській атмосфері. Після монтажу на відкритому повітрі обов'язковий додатковий захист.
- Фосфатування не підходить для заземлювальних з'єднань: шар підвищує електричний опір. Для PE-шин і заземлювальних болтів потрібно оголювати метал або використовувати зубчасті шайби DIN 6797.