DIN 933 vs DIN 931: болти з повним і неповним різьбленням - коли що застосовувати

DIN 933 vs DIN 931: болти з повною та неповною різьбою — коли що застосовувати
Закручування та відкручування
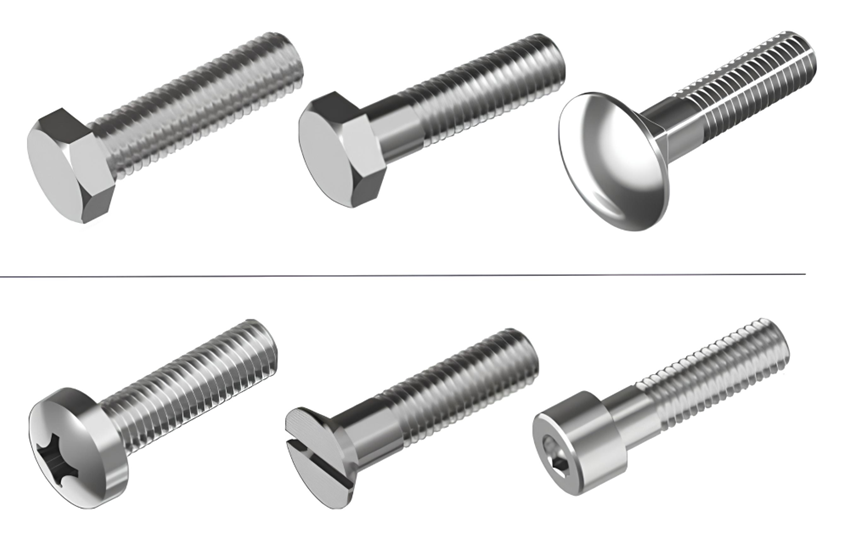
Коли інженер бере в руки шестигранний болт, він рідко замислюється, яке з двох виконань лежить у нього на долоні — DIN 933 з різьбою по всьому стержню або DIN 931 з гладкою безрізьбовою ділянкою під головкою.
У статті — без зайвих слів і з цифрами: коли застосовувати кожен стандарт, як розрахувати довжину гладкої частини, щоб площина зрізу гарантовано лягла на тіло болта, у чому відмінність DIN від ISO та ГОСТ, і які чотири помилки при підборі допускають навіть досвідчені конструктори.
Конструктивна відмінність: де закінчується різьба
DIN 933 = ISO 4017 / ГОСТ 7798, 7805

Різьба нарізана практично по всій довжині стержня. Єдина безрізьбова ділянка — зона збігу різьби (2–3 витки у головки), яка конструктивно неминуча при виробництві. Болт затягує з'єднання через осьове зусилля, що передається витками різьби та опорним торцем головки.
Максимальна довжина стержня за стандартом — 340 мм. Застосовується у коротких з'єднаннях, де потрібно зафіксувати тонкий або середній пакет деталей.
DIN 931 = ISO 4014 / ГОСТ 7798, 7805

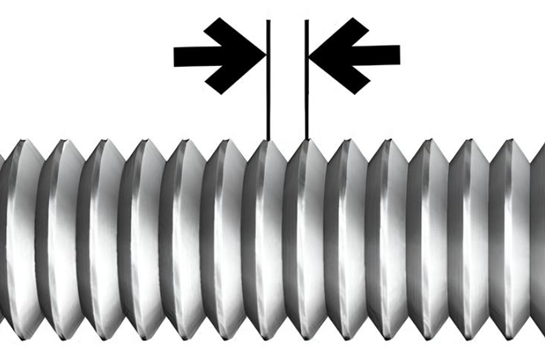
Стержень розділено на дві ділянки: різьбовий кінець довжиною b та гладка (безрізьбова) циліндрична частина під головкою. Діаметр гладкої частини дорівнює зовнішньому діаметру різьби d — це принципово важливо для сприйняття поперечних навантажень.
Довжина різьбової ділянки b розраховується за формулою стандарту:
b = 2d + 6 мм (для болтів довжиною L ≤ 125 мм)
b = 2d + 12 мм (для болтів довжиною 125 мм < L ≤ 200 мм)
b = 2d + 25 мм (для болтів довжиною L > 200 мм)
Довжина гладкої частини: lg = L − b − k, де k — висота головки. Саме lg має бути ≥ сумарної товщини деталей у зоні зрізу.
Порівняльна таблиця: DIN 933 vs DIN 931
|
Параметр |
DIN 933 |
DIN 931 |
|
Стандарт (аналог ISO/ГОСТ) |
DIN 933 = ISO 4017 / ГОСТ 7798, 7805 |
DIN 931 = ISO 4014 / ГОСТ 7798, 7805 |
|
Різьба по довжині стержня |
Повна — по всьому стержню |
Неповна — є гладка частина під головкою |
|
Гладка частина стержня |
Відсутня (тільки збіг різьби) |
Є: довжина = L − b (формула нижче) |
|
Поведінка при розтягу |
Рівнозначна DIN 931 |
Рівнозначна DIN 933 |
|
Поведінка при зрізі |
Гірша: різьба у площині зрізу −до 35% міцності |
Краща: гладка частина в площині зрізу |
|
Утомлювальна міцність при поперечних навантаженнях |
Знижена (концентратор — западина різьби) |
Вища (гладкий стержень без концентраторів) |
|
Макс. довжина стержня |
340 мм |
950 мм |
|
Діапазон діаметрів |
М3 — М64 |
М3 — М64 |
|
Клас точності |
A, B |
A, B |
|
Класи міцності |
4.6 / 5.6 / 6.8 / 8.8 / 10.9 / 12.9 / A2 / A4 |
4.6 / 5.6 / 6.8 / 8.8 / 10.9 / 12.9 / A2 / A4 |
|
Типові застосування |
Фланці, тонкі пакети, послідовні з'єднання |
Несучі ферми, осі, поперечні навантаження |
|
Доступність на ринку |
Дуже висока — масове виробництво |
Висока (короткі серії — під замовлення) |
Довжина різьбової частини b за діаметрами (DIN 931)
Таблиця дозволяє швидко визначити довжину різьбової частини b та розрахувати довжину гладкої ділянки lg = L − b − k. Якщо lg ≤ 0 — гладкої частини немає, болт працює як DIN 933.
|
Різьба |
Крок P, мм |
b (мм) |
Діапазон довжини |
Формула b = 2d+6 |
|
М6 |
1.0 |
18 |
L ≤ 125 мм |
2×6+6 = 18 мм |
|
М8 |
1.25 |
22 |
L ≤ 125 мм |
2×8+6 = 22 мм |
|
М10 |
1.5 |
26 |
L ≤ 125 мм |
2×10+6 = 26 мм |
|
М12 |
1.75 |
30 |
L ≤ 125 мм |
2×12+6 = 30 мм |
|
М16 |
2.0 |
38 |
L ≤ 125 мм |
2×16+6 = 38 мм |
|
М20 |
2.5 |
46 |
125 < L ≤ 200 |
2×20+6 = 46 мм |
|
М24 |
3.0 |
54 |
125 < L ≤ 200 |
2×24+6 = 54 мм |
|
М30 |
3.5 |
66 |
L > 200 мм |
2×30+6 = 66 мм |
|
М36 |
4.0 |
78 |
L > 200 мм |
2×36+6 = 78 мм |
|
💡 Приклад розрахунку гладкої частини Болт М12×80 (DIN 931). b = 2×12+6 = 30 мм. Висота головки k = 7,5 мм. Довжина гладкої частини: lg = 80 − 30 − 7,5 = 42,5 мм. Якщо сумарна товщина деталей у зоні зрізу дорівнює 35 мм — гладка частина перекриває зону зрізу із запасом 7,5 мм. Умова виконана. |
Фізика зрізу: чому різьба у зоні зсуву небезпечна
При розтягу обидва болти руйнуються однаково — по западинах різьби, де площа перерізу мінімальна. Різниця у міцності на розтяг між DIN 933 та DIN 931 одного діаметра та класу міцності — нульова.
При зрізі картина принципово інша. Поперечне навантаження, що діє на різьбову частину стержня, зрізає метал по внутрішньому діаметру різьби d1 — найменшому перерізу. При тому ж навантаженні на гладкий стержень працює повний переріз d. Втрата несучої здатності:
Δ ≈ 1 − (d₁/d)² ≈ 25–35%
Окрім зниження статичної міцності, різьба у зоні зрізу є концентратором напружень. При циклічних навантаженнях (вібрація, знакозмінні зусилля) втомна тріщина зароджується саме у западинах різьби та розвивається значно швидше, ніж на гладкому стержні.
|
🚫 Найнебезпечніша помилка Заміна DIN 931 на DIN 933 у несучому вузлі без перевірки положення зони зрізу. Болт поводиться нормально при монтажі та на початковому етапі експлуатації, але при накопиченні циклічної втоми руйнується без попередніх видимих деформацій — раптово. |
Відповідність стандартів: DIN, ISO, ГОСТ
Болти DIN 933 та DIN 931 мають прямі аналоги в системах ISO та ГОСТ. Ключова відмінність ISO 4017 від DIN 933 — дещо інші розміри під ключ для М10, М12, М14 та М22. В усьому іншому стандарти взаємозамінні.
|
DIN |
ISO |
ГОСТ |
Особливість |
|
DIN 933 |
ISO 4017 |
ГОСТ 7798 / 7805 |
Повна різьба |
|
DIN 931 |
ISO 4014 |
ГОСТ 7798 / 7805 |
Неповна різьба |
|
DIN 601 |
ISO 4016 |
ГОСТ 15589 |
Клас точності C, повна |
|
— |
ISO 4018 |
ГОСТ 15589 |
Клас точності C, повна |
|
DIN 960 |
ISO 8765 |
— |
Дрібний крок, неповна |
|
DIN 961 |
ISO 8676 |
— |
Дрібний крок, повна |
|
📌 Про DIN 960 та DIN 961 Для з'єднань з підвищеними вимогами до точності позиціонування або при обмеженому просторі застосовують болти з дрібним кроком різьби: DIN 960 (неповна різьба) та DIN 961 (повна різьба). Дрібний крок дає менший момент самовідкручування та точніше дозування зусилля затяжки, але знижує несучу здатність різьби при зрізі. |
4 помилки при підборі болтів: причини та рішення
|
Помилка |
Наслідок |
Рішення |
|
DIN 933 у з'єднанні на зріз |
Різьба потрапляє у площину зрізу → втрата до 35% міцності, прискорений втомний знос |
Використовувати DIN 931; перевірити, що гладка частина перекриває зону зрізу |
|
DIN 931 у короткому з'єднанні без гладкої частини |
При L ≤ b гладкого ділянки немає; переваги DIN 931 втрачено, але ціна вища |
Для коротких болтів (L < 2d+20 мм) DIN 933 є рівноцінним і дешевшим |
|
Заміна DIN 931 на DIN 933 без розрахунку |
Різьба потрапляє у зону поперечного зусилля → руйнування з'єднання без видимих ознак |
Замінювати тільки після узгодження з конструктором; перерахувати положення зони зрізу |
|
Неправильний розрахунок довжини гладкої частини |
Гладка частина не доходить до стику деталей → різьба у зоні зрізу, нульовий ефект |
Перевірити: lg = L − b − k ≥ 0 та lg ≥ товщина пакету у зоні зрізу |
Коли обирати DIN 933, а коли DIN 931
|
DIN 933 — коли |
DIN 931 — коли |
|
З'єднання працює тільки на розтяг (фланці, кришки) |
Поперечні або змішані навантаження (зріз + розтяг) |
|
Деталі тонкі, довжина болта ≤ 4d |
З'єднання фермових та несучих металоконструкцій |
|
Послідовне з'єднання кількох деталей з гайкою |
Болт є одночасно віссю або спрямовуючою |
|
Потрібна максимальна кількість витків різьби для затяжки |
Довгі болти — L > 5d; зона зрізу неминуча без гладкої частини |
|
Ціна важлива — DIN 933 масовий і дешевший |
Циклічні та динамічні навантаження (вібрація, удари) |
|
Легкі конструкції, меблі, побутове обладнання |
Підвіски, важелі, вузли передачі поперечного зусилля |
|
✅ Головне правило вибору Якщо з'єднання працює тільки на розтяг — DIN 933 та DIN 931 рівнозначні; обирайте DIN 933 як більш доступний та дешевший. Якщо є будь-яке поперечне навантаження і болт довший за 5d — обов'язково DIN 931 з перевіркою: lg ≥ товщини пакету у зоні зрізу. Ніколи не замінюйте DIN 931 на DIN 933 у несучих вузлах без розрахунку. |