Цинк-ламель vs гаряче цинкування: порівнюємо методи покриття кріплення
.jpg)
Цинк-ламель vs гаряче цинкування: порівнюємо методи покриття кріплення
Метал служить основою будівельних, енергетичних та машинобудівних конструкцій. При цьому він чутливий до вологи, хімічних середовищ та температурних перепадів. Корозія поступово порушує структуру матеріалу, знижує міцність та зменшує термін служби виробів.
Серед поширених методів захисту кріплення виділяються цинк-ламельне покриття та гаряче цинкування. Вони формують бар'єр між металом і зовнішнім середовищем, але спираються на різні принципи роботи, відрізняються товщиною шару та сферою застосування.
Цинк-ламельне покриття: принцип технології
Цинк-ламельна технологія належить до сучасних методів антикорозійного захисту. Основа покриття — композиція з мікроскопічних пластин (ламелей) цинку та алюмінію, розподілених у спеціальному зв'язуючому складі. Перед нанесенням метал очищують від забруднень і слідів окислення. Покриття наносять методом занурення або розпилення, після чого деталь проходить термообробку при 200–300 °C. У процесі нагрівання ламелі спікаються і формують тонкий захисний шар товщиною 5–25 мкм.
Багатошарова структура перекриває мікропори та дефекти поверхні. Відсутність електролітичних процесів при нанесенні повністю виключає ризик водневої крихкості — це критично важливо для високоміцних болтів класів 10.9 та 12.9.
Сучасні торгові марки цинк-ламельних покриттів: Geomet (компанія NOF Metal Coatings), Dacromet (PPG). Вони відповідають стандарту ISO 10683 та вимогам більшості OEM-виробників в автомобілебудуванні.
Гаряче цинкування: принцип технології
Гаряче цинкування — один із найстаріших та найнадійніших способів захисту сталевих виробів. Технологія заснована на повному зануренні виробу в ванну з розплавленим цинком при температурі 450–460 °C. При цьому відбувається дифузійна реакція: атоми цинку проникають у поверхневий шар сталі, а атоми заліза — у розплав. На поверхні формується міцний міжметалевий шар, пов'язаний з основним металом на атомному рівні.
Таке металургійне з'єднання виключає відшарування та розтріскування покриття при ударах і деформаціях. Товщина захисного шару становить 45–150 мкм залежно від складу сталі та часу витримки у ванні. Стандарт: ISO 10684, ДСТУ 9.316.
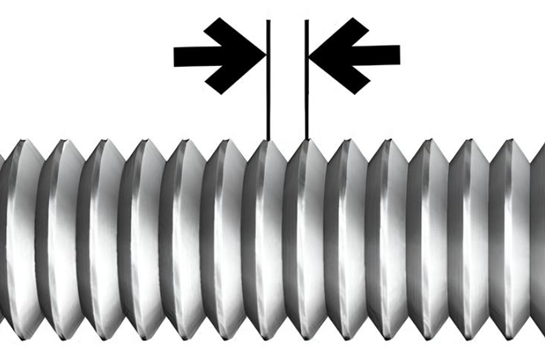
Головний нюанс гарячого цинкування для кріплення: товстий шар (50–150 мкм) суттєво змінює геометрію різьби. Для болтів М8 і більше це вирішувано — різьбу нарізають після оцинкування. Для дрібного кріплення (М6 і менше) гарячий цинк нерідко виключається саме з цієї причини.
Детальне порівняння двох технологій

|
Параметр |
Цинк-ламель |
Гаряче цинкування |
|
Принцип нанесення |
Занурення або розпилення суспензії + термозатвердіння при 200–300 °C |
Занурення в розплавлений цинк при 450–460 °C |
|
Товщина покриття |
5–25 мкм (тонкий, рівномірний шар) |
45–150 мкм (товстий, з дифузійним підшаром) |
|
Структура шару |
Механічна суміш ламелей цинку та алюмінію у зв'язуючому |
Багатошарова: дифузійний шар + чистий цинк |
|
Адгезія до сталі |
Механічна + хімічна (зв'язуюче) |
Металургійна (атомна дифузія — не відшаровується) |
|
Корозійна стійкість (NSS) |
480–1500+ годин залежно від кількості шарів |
360–1000+ годин залежно від товщини |
|
Вплив на різьбу |
Мінімальний — шар 5–10 мкм не змінює геометрію |
Суттєвий — шар 50–150 мкм перекриває поле допуску різьби |
|
Воднева крихкість |
Відсутня (немає електролітичних процесів) |
Відсутня (гарячий процес не виділяє атомарний водень) |
|
Робоча температура |
До +300 °C (зв'язуюче зберігає властивості) |
До +200 °C (вище — цинк починає дифундувати вглиб) |
|
Хімічна стійкість |
Висока до кислот, лугів, розчинників |
Середня до кислот (pH < 6 руйнує цинк) |
|
Застосовність на високоміцних болтах (10.9, 12.9) |
Так — без обмежень |
Обережно — вимагає контролю воднево-насиченості при травленні |
|
Стандарт |
ISO 10683, GEOMET, Dacromet |
ISO 10684, ДСТУ Р 9.316 |
|
Колір |
Сріблясто-сірий (можливий чорний) |
Матово-сірий (блискучий при тонкому шарі) |
|
Вартість відносно |
Вища (складний технологічний процес) |
Нижча для великих деталей, вища для дрібного кріплення |
Порівняння за ключовими параметрами
|
Перевага |
Цинк-ламель |
Гаряче цинкування |
|
Термін служби в C3 (місто) |
25–35 років |
25–30 років |
|
Термін служби в C4 (промисловість) |
20–25 років |
15–20 років |
|
Термін служби в C5-M (море) |
15–20 років |
10–15 років |
|
Збереження різьби |
Відмінно — допуски не порушуються |
Задовільно — потрібне нарізання різьби після нанесення |
|
Рівномірність по порожнинах/отворах |
Відмінно — проникає у глухі отвори |
Задовільно — у вузьких порожнинах шар нерівномірний |
|
Механічна міцність покриття |
Хороша (шар гнучкий, не тріскається) |
Відмінна (металургійний зв'язок — не відшаровується при ударі) |
|
Екологічність |
Без Cr⁶⁺ (у сучасних системах Geomet/Dacromet) |
Розплав цинку — без токсичних компонентів |
Як зробити правильний вибір: застосування за завданнями
|
Застосування |
Рекомендується |
Чому |
|
Болти 10.9 та 12.9 в машинобудуванні |
Цинк-ламель |
Немає водневої крихкості, різьба зберігається |
|
Конструкції мостів та естакад |
Гаряче цинкування |
Товстий металургійний шар, механічно міцний |
|
Фасадні системи та покрівля |
Обидва варіанти (залежно від деталі) |
Дрібне кріплення — ламель; несучі кронштейни — гарячий цинк |
|
Автомобільна промисловість |
Цинк-ламель (Geomet, Dacromet) |
Вимоги OEM-виробників, точність різьби |
|
Дорожні огорожі, шумоекрани |
Гаряче цинкування |
Товщина шару, механічна стійкість до ударів |
|
Трубопровідні хомути |
Гаряче цинкування |
Довгострокова захист, стійкість до конденсату |
|
Кріплення для вітроустановок |
Цинк-ламель (або нерж. A4) |
Морська атмосфера + високоміцні болти 10.9 |
|
Аграрна техніка |
Цинк-ламель або гарячий цинк |
Стійкість до добрив (кислоти — ламель краще) |
|
Будівельні ліси |
Гаряче цинкування |
Товщина шару, ударостійкість, дешевше для великих труб |
|
Електротехніка (кабельні лотки) |
Гаряче цинкування |
Стандарт ДСТУ IEC 61537 передбачає гаряче цинкування |
Правило великого пальця: якщо деталь має різьбу М6 або менше, або якщо потрібен точний момент затяжки (болти 10.9/12.9) — вибирайте цинк-ламель. Якщо деталь велика (М12 і більше), несе механічне навантаження з ударами і експлуатується під відкритим небом у помірному кліматі — гаряче цинкування буде економічно виправданим.
Стандарти та нормативні документи
|
Стандарт |
Метод |
Що регламентує |
|
ISO 10683 |
Цинк-ламель |
Вимоги до цинк-ламельних покриттів кріплення |
|
ISO 10684 |
Гаряче цинкування |
Вимоги до гарячеоцинкованого кріплення |
|
ДСТУ 9.316 |
Гаряче цинкування |
Національний аналог ISO 10684 |
|
ISO 9227 (NSS) |
Обидва |
Випробування в нейтральному сольовому тумані — оцінка стійкості |
|
ISO 9223 |
Обидва |
Класифікація корозійності атмосфери C1–C5 |
|
DIN EN ISO 1461 |
Гаряче цинкування |
Товщина гарячеоцинкованого шару за типом деталі |
Практичні поради при виборі покриття
- Не змішуйте покриття в одному вузлі: болт з цинк-ламеллю + гайка з гарячим цинком створюють гальванічну пару при різних потенціалах. Використовуйте однакове покриття на всіх деталях з'єднання.
- Враховуйте момент затяжки: цинк-ламельне покриття знижує коефіцієнт тертя до μ = 0,09–0,14. При тому ж моменті затяжки болт виявиться перетягнутим порівняно з незахищеним або оцинкованим аналогом. Коригуйте момент за таблицею виробника.
- Для болтів 12.9 — тільки ламель або нержавійка: гаряче цинкування з попереднім травленням створює ризик водневого насичення сталі. Для класу 12.9 це неприпустимо.
- Гарячий цинк у зоні кислотного середовища: pH нижче 6 руйнує цинк прискорено. У зонах з кислотними опадами, поблизу виробництв з викидами SO₂ або в ґрунті з pH < 6 — цинк-ламель переважніша.
- Перевіряйте сертифікати NSS: запитуйте у постачальника протоколи випробувань у сольовому тумані (ISO 9227). Мінімум для будівельного кріплення в C3: 480 годин до появи білої корозії та 720 годин до червоної.